
Page 122 - Welder(Pipe) - TP - Hindi
P. 122
काय का म (Job Sequence)
• आकार के िहसाब से ेट पर िनशान लगाएं और ड ाइंग के अनुसार • वायर श से पूरी तरह से साफ़ कर और साफ़ कर ।
काट ।
डी ैिगंग करते समय च े का योग कर ।
• चौकोर िकनारे तैयार कर ।
• एक 4 mm ø इले ोड का चयन कर और 160 ए ीयर करंट सेट
• वक पीस को ‘T’ जॉइ के प म सेट कर ।
कर ।
• 3.15 mm इले ोड का चयन कर और 110 ए ीयर करंट सेट कर ।
• एक वेव गित और धातु के जमाव की समान गित का उपयोग करते ए
• इले ोड के बल को -ve टिम नल से कने कर । शॉट आक के साथ दू सरा रन जमा कर ।
• जॉब के टुकड़ों को िसरों पर टैक-वे कर । • अंडरकट से बच ।
िव पण का ान रखने के िलए ेटों को 2° पर ीसेट • उिचत ग ा भरना सुिनि त कर ।
कर । • वे ेड जोड़ को पॉिजशनर से हटा द , साफ कर और दोषों का िनरी ण
कर ।
• वे ंग पॉिजशनर म जॉइ को विट कल पोजीशन म रख ।
• ट रन को छोटी आक लंबाई के साथ जमा कर और इले ोड को वे ंग के दौरान आव क सुर ा सावधािनयों का पालन
थोड़ा सा ऊपर और नीचे की गित से वेव कर कर
• इले ोड के िलए िपंग ि या का उपयोग कर ।
कौशल म (Skill Sequence)
वट कल पोजीशन म 10 mm मोटी MS ेट पर िफलेट वे ‘T’ ाइंट (Fillet weld ‘T’ joint on
MS plate 10mm thick in vertical position)
उ े : यह आपको सहायक होगा
• वट कल पोजीशन म 10 mm मोटी MS ेट पर ‘T’ ाइंट को तैयार कर और वे कर ।
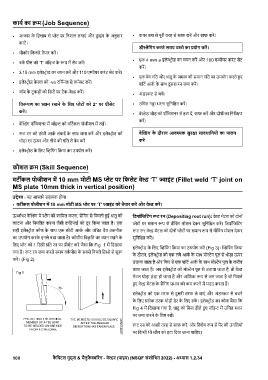
ऊ ा धर वे ंग म ैग को शािमल करना, सैिगंग से िपघली ई धातु को िडपॉिजिटंग ट रन (Depositing root run): वे मेटल को दोनों
काटना और िनयंि त करना जैसी किठनाई को दू र िकया जाता है। एक ेटों पर समान प से वीिवंग मोशन देकर सुिनि त कर । िडपॉिजिटंग
सही इले ोड कोण के साथ एक छोटी आक और उिचत वेव तकनीक ट रन: वे मेटल को दोनों ेटों पर समान प से वीिवंग मोशन देकर
का उपयोग करके इनसे बचा जाता है। कोणीय िवकृ ित का ान रखने के सुिनि त कर ।
िलए ेट को 1 िड ी ित रन पर ीसेट कर जैसा िक Fig 1 म िदखाया
इले ोड के िलए िपंग ि या का उपयोग कर (Fig 3)। िपंग ि या
गया है। ट रन जमा करते समय वक पीस के सबसे िनचले िह े से शु
के दौरान, इले ोड को एक लंबे आक के साथ मो ेन पूल से थोड़ा ऊपर
कर । (Fig 2)
उठाया जाता है और िफर से एक शॉट आक के साथ मो ेन पूल के करीब
लाया जाता है। जब इले ोड को मो ेन पूल से उठाया जाता है, तो वे
मेटल थोड़ा ठं डा हो जाता है और आंिशक प से जम जाता है जो िपघले
ए वे मेटल के सैिगंग भाव को कम करने म मदद करता है।
इले ोड को एक तरफ से दू सरी तरफ ले जाएं और अंडरकट से बचने
के िलए ेक तरफ थोड़ी देर के िलए क । इले ोड का कोण जैसा िक
Fig 4 म िदखाया गया है, धातु को िबना ढीले ए जॉइ म उिचत ान
पर जमा करने के िलए रख ।
ट रन को अ ी तरह से साफ कर , और िवशेष प से पैर की उंगिलयों
पर िकसी भी ैग को हटा िदया जाना चािहए।
100 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.34