
Page 131 - Welder(Pipe) - TP - Hindi
P. 131
काय का म (Job Sequence)
• ेट को आकार के अनुसार िच त कर और आरेखण के अनुसार गैस • ट शॉट आक ल थ के साथ िडपॉिजट ट चलाएं
काट ल ।
• वायर श से पूरी तरह से साफ़ कर और साफ़ कर ।
• वगा कार िकनारों को तैयार कर और वे िकए जाने वाले भागों को ैिगंग करते समय गॉगल का योग कर ।
साफ कर ।
• 4mmø इले ोड चुन और 160 ए ीयर सेट कर ।
• 2 टुकड़ों को एक ओपन कॉन र जॉइ के प म सेट कर और 1.5
से 2 mm के एक समान ट अंतर को बनाए रखने के िलए ेसस • शॉट आक और ह ी वेव गित का उपयोग करके दू सरा रन जमा कर ।
का उपयोग कर । िफर ेटों के भीतरी फलकों के बीच 87° का कोण • 4 mm ास वाले इले ोड के साथ िडसलैग और िडपॉिजट तीसरा
बनाने के िलए दोनों टुकड़ों को आपस म वे कर । और अंितम रन।
• ेसस को हटा द और वे पॉिजशनर पर वे को विट कल पोजीशन • अंडरकट से बच ।
म सेट या िफ कर ।
• जॉइंट को साफ कर और दोषों का िनरी ण कर ।
• 3.15ø इले ोड का चयन कर और 110 ए DCEP सेट कर ।
कौशल म (Skill Sequence)
वट कल पोजीशन म 10mm मोटी की MS ेट पर ओपन कॉन र ाइंट (Open corner joint on
MS plate of 10mm thick in vertical position)
उ े : यह आपको सहायक होगा
• वट कल पोजीशन म 10 mm मोटी MS ेट पर ओपन कॉन र ाइंट तैयार कर और वे कर ।
िफलेट ओपन कॉन र जॉइंट की सेिटंग और टैिकं ग (Setting and
tacking of the fillet open corner joint))
गैस किटंग ारा चौकोर काटने के िलए ेटों को िचि त कर और पंच कर ।
गैस कटे ए िकनारों को चौकोर आकार म िघस ल या फाइल कर ल ।
िघसने की अित र धातु को हटा द और सतहों को फाइल करके और
वायर श से साफ कर ।
किटंग, ाइ ंग करते समय च ा पहन ।
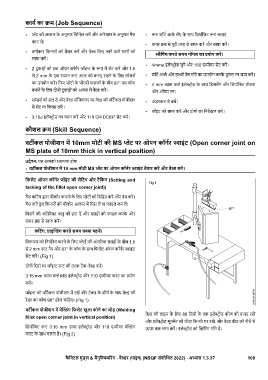
िव पण को िनयंि त करने के िलए ेटों की आंत रक सतहों के बीच 1.5
से 2 mm ट गैप और 87° के कोण के साथ िफलेट ओपन कॉन र ाइंट
सेट कर । (Fig 1)
दोनों िसरों पर जॉइ ट की तरफ टैक-वे कर ।
3.15 mm ास वाले MS इले ोड और 110 ए ीयर करंट का योग
कर ।
जॉइ को विट कल पोजीशन म रख और टेबल के शीष के साथ वे की
रेखा का कोण 90° होना चािहए। (Fig 1)
वट कल पोजीशन म वे ंग िफलेट खुला कोने का जोड़ (Welding
वे की लाइन के िलए 80 िड ी के एक इले ोड कोण को बनाए रख
fillet open corner joint in vertical position)
और इले ोड मूवम ट को थोड़ा िकनारे पर रख , और वे बीड को नीचे से
िडपॉिजट ट 3.15 mm डाया इले ोड और 110 ए ीयर वे ंग ऊपर तक जमा कर । इले ोड को िपंग गित द ।
करंट के साथ चलता है। (Fig 2)
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.37 109