
Page 193 - TDM - 1st Year - TP - Hindi
P. 193
काय का म (Job Sequence)
टा 1: िमिलंग मशीन पर इंडे ंग हेड को सेट और अलाइन कर (set and align indexing head on milling machine)
वक पीस को पकड़ने के िलए िडवाइिडंग हेड का उपयोग
िकया जाता है िजसे प रिध पर सटीक िवभाजन के साथ
मशीनीकृ त िकया जाना चािहए।
यूिनवस ल िडवाइिडंग हेड सबसे अिधक इ ेमाल िकया जाने
वाला कार है।
टेबल टॉप और टी ॉट्स को अ ी तरह से साफ कर ।
ेक छोर पर 75 से 100 mm तक फै लाने के िलए हेड ंडल के
मा म से उपयु लंबाई की एक रॉड डाल और बार पर चक को कस ल ।
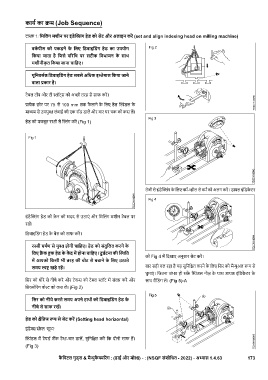
हेड को मजबूत र ी से ंग कर (Fig 1)
तेजी से इंडे ंग के िलए वम - ील से वम को अलग कर । डायल इंिडके टर
इंडे ंग हेड को े न की मदद से उठाएं और िमिलंग मशीन टेबल पर
रख ।
िडवाइिडंग हेड के बेस को साफ कर ।
र ी घष ण से मु होनी चािहए। हेड को संतुिलत करने के
िलए क क हेड के क म होना चािहए। दुघ टना की थित को Fig 4 म िदखाए अनुसार सेट कर ।
म आपको िकसी भी तरह की चोट से बचाने के िलए उठाते
समय खड़े रह । बार सही चल रहा है यह सुिनि त करने के िलए िसर को मै ुअल प से
घुमाएं । िजतना संभव हो सके ंडल नोज़ के पास डायल इंिडके टर के
िसर को धीरे से नीचे कर और टेन को टेबल ॉट म संल कर और साथ रीिडंग ल । (Fig 5)-A
िस ो रंग बो को कस ल । (Fig 2)
िसर को नीचे करते समय अपने हाथों को िडवाइिडंग हेड के
नीचे से साफ रख ।
हेड को ैितज प से सेट कर (Setting head horizontal)
इंडे े ल ‘शू ’
ंडल म टेपड श क टे -बार डाल , सुिनि त कर िक दोनों साफ ह ।
(Fig 3)
कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - : (NSQF संशोिधत - 2022) - अ ास 1.4.63 173