
Page 196 - TDM - 1st Year - TP - Hindi
P. 196
• मशीन पर रख और म िड ल को आव क गहराई तक िड ल कर • rpm को 500 के करीब सेट कर
• क ह डल को 9 पूण रोटेशन पर घुमाकर इंडे ंग हेड और इंडे • इंडे और िड ल 5 mm सभी क िड ल थित म
को अगले होल पोजीशन पर अनलॉक कर और इसे लॉक कर
• इसी तरह कनबटरिसंक टू ल से सारे होल को चै फ़र कर
• स टर िड ल को आव क गहराई तक िड ल कर
• वक पीस को हटा द , साफ कर और तेल लगाएं और मू ांकन के िलए
• इसी कार अ सभी िछ ों को िड ल कर इसे संरि त कर ।
• कले चक म 5 mm समानांतर श क िड ल लगाएं
कौशल म (Skill Sequence)
िमिलंग वग और षट्भुज (Milling square and hexagon)
उ े : यह आपको सहायक होगा
• शा पर िमल ैट।
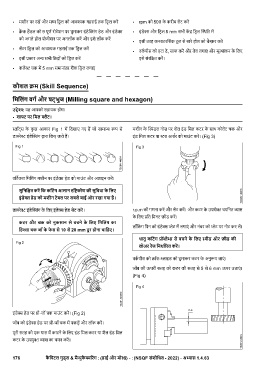
ॉट्स के कु छ आकार Fig 1 म िदखाए गए ह जो सामा प से मशीन के ंडल नोज़ पर शेल इंड िमल कटर के साथ कोलेट चक और
डायरे इंडे ंग ारा िकए जाते ह । इंड िमल कटर या ब आब र को माउंट कर । (Fig 3)
विट कल िमिलंग मशीन पर इंडे हेड को माउंट और अलाइन कर ।
सुिनि त कर िक किटंग आसान ि कोण की सुिवधा के िलए
इंडे हेड को मशीन टेबल पर सबसे बाईं ओर रखा गया है।
डायरे इंडे ंग के िलए इंडे हेड सेट कर । r.p.m की गणना कर और सेट कर । और कटर के उपरो चयिनत ास
के िलए ित िमनट फ़ीड कर ।
कटर और चक को नुकसान से बचने के िलए िमिलंग का
िह ा चक जॉ के फे स से 10 से 20 mm द ू र होना चािहए। लॉिकं ग िपन को इंडे ेट म लगाएं और नंबर को ेट पर नोट कर ल ।
धातु किटंग ॉ े से बचने के िलए ीड और फ़ीड की
लोअर र ज िनधा रत कर ।
वक पीस को ॉस- ाइड को घुमाकर कटर के अनु प लाएं ।
जॉब की ऊपरी सतह को कटर की सतह से 5 से 6 mm ऊपर उठाएं ।
(Fig 4)
इंडे हेड पर ी-जॉ चक माउंट कर । (Fig 2)
जॉब को इंडे हेड पर ी-जॉ चक म पकड़ और लॉक कर ।
पूरी सतह को एक पास म काटने के िलए इंड िमल कटर या शेल इंड िमल
कटर के उपयु ास का चयन कर ।
176 कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - : (NSQF संशोिधत - 2022) - अ ास 1.4.63