
Page 189 - TDM - 1st Year - TP - Hindi
P. 189
कै िपटल गुड्स & मै ुफै रंग (C G & M) अ ास 1.4.62
टू ल और डाई मेकर (डाई और मो ) TDM (Dies & Moulds) - िमिलंग
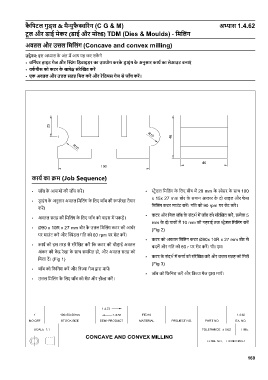
अवतल और उ ल िमिलंग (Concave and convex milling)
उ े : इस अ ास के अंत म आप यह कर सक गे
• विन यर हाइट गेज और ंग िडवाइडर का उपयोग करके ड ाइंग के अनुसार काय का लेआउट बनाएं
• वक पीस को कटर के सापे संरे खत कर
• एक अवतल और उ ल सतह िमल कर और रेिडयस गेज से जाँच कर ।
काय का म (Job Sequence)
• जॉब के आयामों की जाँच कर । • ैडल िमिलंग के िलए बीच म 20 mm के ेसर के साथ 100
x 15x 27 mm बोर के समान आकार के दो साइड और फे स
• ड ाइंग के अनुसार अवतल िमिलंग के िलए जॉब की परेखा तैयार
कर । िमिलंग कटर माउंट कर । गित को 90 rpm पर सेट कर ।
• कटर और िमल जॉब के संदभ म जॉब को संरे खत कर , ेक 5
• अवतल सतह की िमिलंग के िलए जॉब को वाइस म पकड़ ।
mm के दो पासों म 10 mm की गहराई तक ैडल िमिलंग कर
• Ø90 x 10R x 27 mm बोर के उ ल िमिलंग कटर को आब र (Fig 2)
पर माउंट कर और ंडल गित को 60 rpm पर सेट कर ।
• कटर को अवतल िमिलंग कटर Ø90x 10R x 27 mm बोर से
• काय को इस तरह से संरे खत कर िक कटर की चौड़ाई अवतल बदल और गित को 60 r पर सेट कर । पी। एम।
अंकन की क रेखा के साथ समिमत हो, और अवतल सतह को
• कटर के संदभ म काय को संरे खत कर और उ ल सतह को िमल
िमला द । (Fig 1)
(Fig 3)
• जॉब को िफिनश कर और ि ा गेज ारा माप ।
• जॉब को िफिनश कर और ि ा गेज ारा माप ।
• उ ल िमिलंग के िलए जॉब को सेट और हो कर ।
169