
Page 337 - Fitter 1st Year - TP - Hindi
P. 337
कै िपटल गुड्स & मै ुफै रंग (CG&M) अ ास 1.7.97
िफटर - टिन ग (Fitter - Turning)
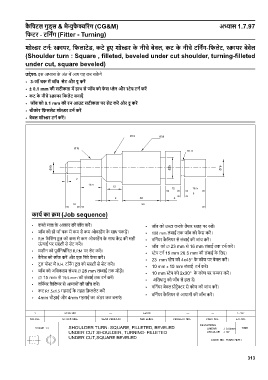
शो र टन : ायर, िफलाटेड, कटे ए शो र के नीचे बेवल, कट के नीचे टिन ग-िफलेट, ायर बेवेल
(Shoulder turn : Square , filleted, beveled under cut shoulder, turning-filleted
under cut, square beveled)
उ े : इस अ ास के अंत म आप यह कर सक गे
• 3-जॉ चक म जॉब सेट और कर
• ± 0.1 mm की सटीकता म हाथ से जॉब को फे स ेन और ेप टन कर
• कट के नीचे ायर िफलेट बनाएँ
• जॉब को 0.1 mm की रन आउट सटीकता पर सेट कर और कर
• चौकोर िफ़ललेट शो र टन कर
• बेवल शो र टन कर ।
काय का म (Job sequence)
• क े माल के आकार की जाँच कर । • जॉब को उ ा करके तैयार सतह पर रख ।
• जॉब को ी जॉ चक म कम से कम ओवरह ग के साथ पकड़ । • 108 mm लंबाई तक जॉब को फे स कर ।
• R.H फे िसंग टू ल को कम से कम ओवरह ग के साथ क की सही • विन यर कै िलपर से लंबाई की जांच कर ।
ऊं चाई पर स ी से सेट कर । • जॉब को 23 mm से 16 mm लंबाई तक टन कर ।
• मशीन को पूव िनधा रत R.P.M पर सेट कर । • ेप टन 15 mm 26.5 mm की लंबाई के िलए।
• कै रेज को लॉक कर और एक िसरे फे स कर । • 23 mm ेप को 4x45° के कोण पर बेवल कर ।
• टू ल पो म R.H. टिन ग टू ल को स ी से सेट कर । • 10 mm x 10 mm लंबाई टन कर ।
• जॉब को अिधकतम संभव 28 mm ल ाई तक मोड़ । • 10 mm ेप को 2x30° के कोण पर च फर कर ।
• 15 mm से 19.5 mm की लंबाई तक टन कर । • अितधातु को जॉब से हटा द ।
• विन यर कै िलपर से आयामों की जाँच कर । • विन यर बेवल ोट ै र से कोण की जांच कर ।
• कट R1.5x1.5 गहराई के तहत िफ़ललेट कर
• 4mm चौड़ाई और 4mm गहराई का अंडर कट बनाएं । • विन यर कै िलपर से आयामों की जाँच कर ।
313