
Page 340 - Fitter 1st Year - TP - Hindi
P. 340
ॉस- ाइड ह डल को दि णावत घुमाएं जब तक िक यह मूल कॉलर सेिटंग
के लगभग 1 mm के भीतर न हो। राउंड नोज टू ल िबट का िबंदु अब जॉब
ास से लगभग 1 mm दू र होना चािहए। यह किटंग टू ल को कटे ए कोने
को खुरदरा करने से रोकता है।
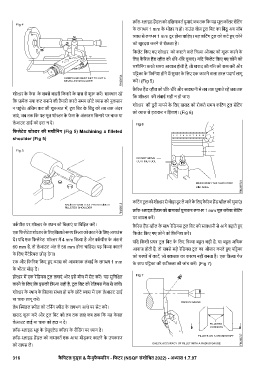
िफलेट िकए गए शो र को काटने वाले ि ा औजार को शु करने के
िलए कै रज ह ड ील को धीरे-धीरे घुमाएं । यिद िफलेट िकए गए कोने को
मशीिनंग करते समय आवाज होती है, तो खराद की गित को कम कर और
पि का के िफिनश होने म सुधार के िलए एक काटने वाला तरल पदाथ लागू
कर । (Fig 5)
कै रज ह ड ील को धीरे-धीरे और सावधानी से तब तक घुमाते रह जब तक
शो र के फे स के सबसे बाहरी िकनारे के पास से शु कर । सावधान रह िक शो र की लंबाई सही न हो जाए।
िक ेक नया कट बनाने की तैयारी करते समय छोटे ास को नुकसान
शो र की दू री मापने के िलए खराद को रोकते समय किटंग टू ल सेिटंग
न प ंचे। अंितम कट की शु आत म , टू ल िबट के िबंदु को तब तक अंदर
को ास से हटाकर न िहलाएं । (Fig 6)
लाएं , जब तक िक यह मूल शो र के फे स के अंतरतम िकनारे पर चाक या
लेआउट डाई को हटा न दे।
िफलेटेड शो र की मशीिनंग (Fig 5) Machining a filleted
shoulder (Fig 5)
किटंग टू ल को शो र से थोड़ा दूर ले जाने के िलए कै रज ह ड ील को घुमाएं ।
ॉस- ाइड ह डल को वामावत घुमाकर लगभग 1 mm मूल कॉलर सेिटंग
पर वापस कर ।
वक पीस पर शो र के थान को िबछाएं या िचि त कर । कै रज ह ड ील के साथ रेिडयस टू ल िबट को सावधानी से आगे बढ़ाते ए
एक िफलेटेड शो र के िलए िबछाते समय ि ा को काटने के िलए अलाउंस िफलेट िकए गए कोने को िफिनश कर ।
द । यिद एक िफलेटेड शो र म 4 mm ि ा है और वक पीस के अंत से
यिद िकसी प टू ल िबट के िलए ि ा ब त बड़ी है, या ब त अिधक
60 mm है, तो लेआउट अंत से 56 mm होना चािहए। यह ि ा काटने
आवाज होती है, तो सबसे बड़े रेिडयस टू ल का औजार करते ए पि का
के िलए मैटे रयल छोड़ देगा।
को चरणों म काट , जो बकबक का कारण नहीं बनता है। एक ि ा गेज
रफ और िफिनश िकए ए ास को आव क लंबाई के लगभग 1 mm के साथ पि का की सटीकता की जांच कर । (Fig 7)
के भीतर मोड़ द ।
हो र म एक रेिडयस टू ल लगाएं और इसे बीच म सेट कर । यह सुिनि त
करने के िलए िक इसकी ि ा सही है, टू ल िबट को रेिडयस गेज से जांच ।
शो र के थान के िजतना संभव हो सके छोटे ास म एक लेआउट डाई
या चाक लागू कर ।
लेथ ंडल ीड को टिन ग ीड के लगभग आधे पर सेट कर ।
खराद शु कर और टू ल िबट को तब तक लाएं जब तक िक यह के वल
लेआउट डाई या चाक को हटा न दे।
ॉस- ाइड ू के ेजुएटेड कॉलर के रीिडंग पर ान दे।
ॉस- ाइड ह डल को वामावत एक आधा मोड़कर काटने के उपकरण
को वापस ल ।
316 कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.7.97