
Page 333 - Fitter 1st Year - TP - Hindi
P. 333
काय का म (Job sequence)
• क े माल के आकार की जाँच कर । • चक के बाहर लगभग 40 mm लंबाई रखते ए तीन जॉ चक के अंदर
• चक के बाहर लगभग 75 mm रखते ए जॉब को 3 जॉ चक म रख । 30 mm x चौड़ाई 32 mm पर जॉब को उ ा और पकड़ और जॉब
• टू ल को क की सही ऊं चाई पर सेट कर । को कर ।
• सही ंडल R.P.M चुन और सेट कर । • 45mm x 40mm लंबाई टन कर ।
• पहले एक तरफ का फे स कर और अिधकतम संभव लंबाई के िलए • 2mm चौड़ाई वाले पािट ग टू ल को क की सही ऊं चाई पर सेट कर
बाहरी ास को 45 mm म बदल द ।
• ंज कट िविध का उपयोग करके जॉब को अंितम फे स से 45 mm x
• 30 mm x 32 mm लंबाई टन जैसा िक जॉब ड ॉइंग म िदखाया गया है। चौड़ाई 8 mm पर िवभािजत कर ।
• 25 mm x 30 mm लंबाई टन कर ।
• दू सरे िसरे का सामना 92mm की कु ल लंबाई तक कर ।
• अंडर कट टू ल, रेिडयस टू ल को क की सही ऊं चाई पर सेट कर और
इसे मजबूती से पकड़ । • च फ रंग टू ल को क की सही ऊं चाई पर सेट कर ।
• एक चौकोर खांचा 2 mm गहराई x 2 mm चौड़ाई 30 mm और अंत • 45mm कोने को 3x45° पर च फर कर ।
फे स से 62 mm बनाएँ । • तेज धार िनकाल ।
• अंत की सतह पर 25mm x चौड़ाई 30 mm पर ि ा 3 mm
• आयामों की जाँच कर ।
बनाएं ।
कौशल म (Skill sequence)
िविभ ास के टिन ग े (Turning steps of different diameters)
उ े : यह आपको सहायक होगा
• शा पर िनि त लंबाई के िलए अलग-अलग ास के टिन ग े ।
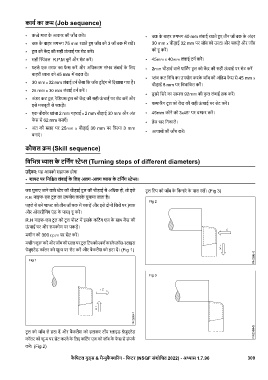
जब घुमाए जाने वाले ेप की चौड़ाई टू ल की चौड़ाई से अिधक हो, तो इसे टू ल िटप को जॉब के िकनारे के पास रख । (Fig 3)
R.H. नाइफ-एज टू ल का उपयोग करके घुमाया जाता है।
पहले से बने शा को तीन जॉ चक म पकड़ और इसे दोनों िसरों पर )चक
और ओवरह िगंग एं ड के पास) कर ।
R.H नाइफ-एज टू ल को टू ल पो म इसके किटंग एज के साथ क की
ऊं चाई पर और समकोण पर पकड़ ।
मशीन को 300 r.p.m पर सेट कर ।
मशीन शु कर और जॉब की सतह पर टूल िटप को श करके ॉस- ाइड
ेजुएटेड कॉलर को शू पर सेट कर और बैकलैश को हटा द । (Fig 1)
टू ल को जॉब से हटा द और बैकलैश को हटाकर टॉप ाइड ेजुएटेड
कॉलर को शू पर सेट करने के िलए किटंग एज को जॉब के फे स से संपक
कर । (Fig 2)
कै िपटल गुड्स & मै ुफै रंग - िफटर (NSQF संशोिधत 2022) - अ ास 1.7.96 309