
Page 57 - Welder - TT - Gujarati
P. 57
કટીંગનો વવશ્લેર્ણ ની લયાક્ષણણકતયા: આ વવશ્લેર્ર્ કટિટગ કેસ અને આ
સપાટીમાં કોટની રચનાની સંદભ્થમાં કરવામાં આવ્્યું છે.
ફાગ 11 માં બતાવ્્યાં પ્રમાર્ે આ વવશ્લેર્ર્ કરી શકા્ય છે
ગેસ કટીંગમધાં સયામયાન્ય ખયામી
કયાઢવયામધાં સયામયાન્ય ખયામી
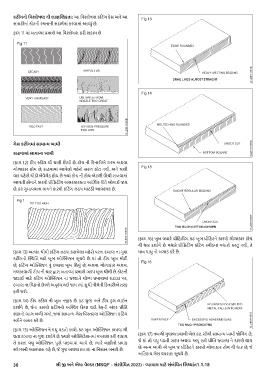
(ફાગ 12) ટીપ સ્ટીલ ર્ી ઘર્ી ઊ ં ચી છે. ટોચ ની ક્કનારીએ ગરમ અર્વા
ગોળાકાર હો્ય છે, કાઢવામાં આવેલો ચહેરો સરળ હોત નર્ી, અને ઘર્ી
વાર ચહેરો ર્ો્ડો બેવેલે્ડ હો્ય છે જ્યાં ટોચ ની ટોચ એટલી ઊ ં ચી રાખવામાં
આવતી હોવાને કારર્ે પ્રીહહટીંગ અસરકારકતા આંશશક રીતે ખોવાઈ જા્ય
છે. કટ ગુમાવવાના ભ્યને કારર્ે કટિટગ ઝ્ડપ ઘાટ્ડી આવશ્્યક છે.
(ફાગ 16) ખૂબ વધારે પ્રીહહટીંગ. કટ ખૂબ પ્રીહહટને કારર્ે ગોળાકાર ટોચ
ની ધાર દશયાવે છે. વધારે પ્રીહહટીંગ કટિટગ સ્પી્ડમાં વધારો કરતું નર્ી, તે
(ફાગ 13) અત્યંત ધીમી કટિટગ ઝ્ડપ. કરા્યેલા ચહેરો પરના દબાર્ ના ગુર્ માત્ર વા્યુ નો બગા્ડ કરે છે.
કટીંગનો સ્થિતત માટે ખૂબ ઓક્ક્જન સૂચવે છે. કાં તો ટીપ ખૂબ મોટી
છે, કટિટગ ઓક્ક્જન નું દબાર્ ખૂબ ઊ ં ચું છે, અર્વા ગોળાકાર અર્વા
મર્કાવાળી ટોચ ની ધાર દ્ારા બતાવ્્યાં પ્રમાર્ે ઝ્ડપ ખૂબ ધીમી છે. કોટની
જા્ડાઈ માટે કટિટગ ઓક્ક્જન ના જથ્ર્ાને ્યોગ્્ય પ્રમાર્માં ઘટા્ડા પર,
દબાર્ ના ધચનિનો છેલ્લે અદૃશ્્ય ર્ઈ જા્ય ત્યાં સુધી નીચેની ક્કનારીએ તરફ
ફરી જશે.
(ફાગ 14) ટીપ સ્ટીલ ની ખૂબ નજીક છે. કટ ગ્ુવ્ડ અને ટીપ ્ડ્રગ લાઈન
દશયાવે છે, જેના કારર્ે કટીંગનો અસ્થિર ક્ક્ર્યા ર્ઈ. કેફની અંદર પ્રીતત
શંકાનો ભાગ બળી ગ્યો, જ્યાં સામાન્ય ગેસ વવસ્તરર્ ઓક્ક્જન કટિટગ
સ્તીને અસર કરે છે.
(ફાગ 15) ઓક્ક્જન ને વધુ પ્ડતો કાપો. કટ ખૂબ ઓક્ક્જન કાપવા ર્ી
ર્તા દબાર્ ના ગુર્ દશયાવે છે. જ્યારે ઓક્ક્્ડેશનમાં વપરાશ કરી શકા્ય (ફાગ 17) નબળી ગુર્વતિાવાળી બેલ કટ. સૌર્ી સામાન્ય ખામી જોગિગગ છે,
તે કરતાં વધુ ઓક્ક્જન પૂરો પા્ડવામાં આવે છે, ત્યારે બાકીનો પ્રવાહ જે કાં તો વધુ પ્ડતી ઝ્ડપ અર્વા અપૂ રતી પ્રીતત જ્વાળા ને કારર્ે ર્ા્ય
સ્લેગ્સની આસપાસ વહે છે, જે ગૂજ અર્વા દબાર્ ના નનશાન બનાવે છે. છે. અન્ય ખામી એ ખૂબ જ પ્રીહહટને કારર્ે ગોળાકાર ટોચ ની ધાર છે, જે
અતતશ્ય ગેસ વપરાશ સૂચવે છે.
36 સી જી અને એમ: વેલ્્ડર (NSQF - સંશોધિત 2022) - વ્્યયા્યયામ મયાટે સંબંધિત સસધ્ધધાંત1.1.18