
Page 53 - Welder - TT - Gujarati
P. 53
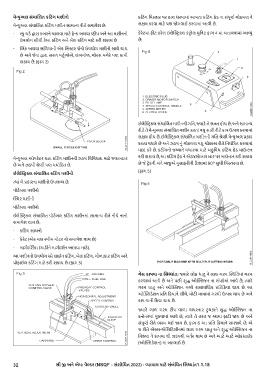
મેન્ુઅલ સંચયાસલત કટિટગ મશીનો કટિટગ વવસ્તાર પર હાર્ ધરવામાં આવતા કટિટગ હે્ડ ના સંપૂર્્થ ગોઠવર્ ને
મેન્ુઅલ સંચાજલત કટિટગ મશીન સામાન્ય રીતે સમાવેશ છે: સક્ષમ કરવા માટે પર્ જોગવાઈ કરવામાં આવી છે.
- સ્કૂ ર્્ડ્થ દ્ારા કબરને ચાલવા માટે ફ્ેન્ અર્વા વ્ીપ અને આ મશીનનો કેરેટમાં ફીટ કરેલ ઇલેક્ટિ્રકલ કંટ્રોલ ્યુનનટ ફાગ 4 માં બતાવવામાં આવ્્યું
ઉપ્યોગ સીધી રેખા કટિટગ અને બેલ કટિટગ માટે કરી શકા્ય છે છે.
- સિલક અર્વા સયળ્યાની એક જસસ્ટર જેનો ઉપ્યોગ મશીનો સાર્ે ર્ા્ય
છે અને જેના દ્ારા સરળ વતુ્થળોએ, લંબગોળ, ચોરસ વગેરે પર્ કાપી
શકા્ય છે. (ફાગ 2)
ઇલેક્ટિ્રકલ સંચાજલત મશીનની ગતત, જ્યારે તે સતત હો્ય છે, અને સામાન્ય
રીતે તે મેન્ુઅલ સંચાજલત મશીન કરતાં વધુ સારી રીતે કાપ ઉત્પન્ન કરવામાં
સક્ષમ હો્ય છે. ઇલેક્ટિ્રકલ સંચાજલત મશીનની ગતત શ્ેર્ી મેન્ુઅલ પ્રકાર
કરતા વધારે છે અને ઝ્ડપ નું ગોઠવર્ વધુ ચોક્સ રીતે નન્યંવત્રત કરવામાં
મદદ કરે છે. કટીંગનો જથ્ર્ાને વધારવા માટે બહુવવધ કટિટગ હે્ડ માઉટિન
મેન્ુઅલ ઓપરેટર ર્તા કટિટગ મશીનની ઝ્ડપ વવવવધતા માટે જવાબદાર કરી શકા્ય છે, આ કટિટગ હે્ડ ને એ્ડજસ્ટેબલ બાર પર માઉટિન કરી શકા્ય
છે અને ઝ્ડપી શ્ેર્ી પર્ મ્યયાક્દત છે. છે જે ટ્રૅકની બંને બાજુએ મુસાફરીની ક્દશામાં 90° સુધી વવસ્તરર્ છે.
(ફાગ 5)
ઇલેક્ટ્રિકલ સંચયાસલત કટિટગ મશીનો
ત્યાં બે પ્રકારના મશીનો ઉપલબ્ધ છે.
પૉટદેબલ મશીનો
સ્થિર મશીનો
પૉટદેબલ મશીનો
ઇલેક્ટિ્રકલ સંચાજલત પૉટદેબલ કટિટગ મશીનમાં સામાન્ય રીતે નીચે નાનો
સમાવેશ ર્ા્ય છે:
- કટિટગ સાધનો
- કેરેટ (એક ચલ સ્પીચ મોટર નો સમાવેશ ર્ા્ય છે)
- માગ્થદર્શકા (ગા્ડીને માગ્થદશ્થન આપવા માટે).
આ મશીનનો ઉપ્યોગ સ્પ્રે લાઇન કટિટગ, બેલ કટિટગ, ગોળાકાર કટિટગ અને
પ્રોફાઇલ કટિટગ માટે કરી શકા્ય છે. (ફાગ 3)
ગેસ કયાપવયા નયા સસધ્ધધાંત: જ્યારે લોહ ધાતુ ને લાલ ગરમ સ્થિતતમાં ગરમ
કરવામાં આવે છે અને પછી શુદ્ધ ઓક્ક્જન ના સંપક્થમાં આવે છે, ત્યારે
ગરમ ધાતુ અને ઓક્ક્જન વચ્ચે રાસા્યણર્ક પ્રતતક્ક્ર્યા ર્ા્ય છે. આ
ઓક્ક્્ડેશન પ્રતત ક્ક્ર્યાને લીધે, મોટી માત્રામાં ગરમી ઉત્પન્ન ર્ા્ય છે અને
કાપ વાની ક્ક્ર્યા ર્ા્ય છે.
જ્યારે લાલ ગરમ ટીપ વાળા વાપરનાર ટુચકાને શુદ્ધ ઓક્ક્જન ના
કટિેનરમાં મૂકવામાં આવે છે, ત્યારે તે તરત જ આમાં ફાટી જા્ય છે અને
સંપૂર્્થ રીતે ભસ્ ર્ઈ જા્ય છે. ફાગ 6 આ પ્રતત ક્ક્ર્યાને સમજાવે છે. એ
જ રીતે એક્-એજસહટલીનમાં લાલ ગરમ ધાતુ અને શુદ્ધ ઓક્ક્જન ના
તમશ્ર્ ને કાપવા ર્ી ઝ્ડપર્ી બન્થર ર્ા્ય છે અને આટ્થ આટ્થ ઓકસાઈ્ડ
(ઓક્ક્્ડેશન) માં બદલાઈ છે.
32 સી જી અને એમ: વેલ્્ડર (NSQF - સંશોધિત 2022) - વ્્યયા્યયામ મયાટે સંબંધિત સસધ્ધધાંત1.1.18