
Page 55 - Welder - TT - Gujarati
P. 55
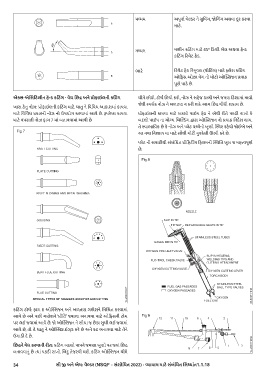
મધ્્યમ અપૂર્્થ વેલ્્ડર ને ગ્ુપિવગ, જોગિગગ અર્વા દૂર કરવા
માટે.
મધ્્યમ મશીન કટિટગ માટે 45° ક્્ડગ્ી. બેલ અર્વા હૅન્્ડ
કટિટગ ક્રવેટ હે્ડ.
ભારે ક્રવેટ હે્ડ ક્રમૂવલ (વોટિટગ) માટે ફ્લેશ કટિટગ
ઓક્ફસ ઓછા વેગ નો મોટો ઓક્ક્જન પ્રવાહ
પૂરો પા્ડે છે.
એક્સ-એસસટટલીન હૅન્્ડ કટિટગ - વેિ ધછદ્ર અને પ્રોફયાઇલની કટિટગ ધીમે છો્ડો. ટૉચ્થ ઊ ં ચો કરો, નોઝ ને સહેજ ્ડાબી અને જમર્ ક્દશામાં માવો
જેર્ી સ્પધ્થક નોઝ ને બળતર્ ન કરી શકે. આમ ધછદ્ર વીંધી શકા્ય છે.
ખાસ હેતુ નોઝ: પ્રોફાઇલની કટિટગ માટે. ધાતુ ને વવવવધ આકાશમાં કાપવા
માટે વવવવધ પ્રકારની નોઝ નો ઉપ્યોગ કરવામાં આવે છે. રૂપરેખા કાપવા પ્રોફાઇલની કાપવા માટે બદલો પાઇપ હે્ડ ને એવી રીતે પક્ડી રાખો કે
માટે વપરાતી નોઝ ફાગ 7 માં બતાવવામાં આવી છે બદલો પાઇપ ના ્યોગ્્ય બ્બલ્લ્્ડગ દ્ારા ઓક્ક્જન નો પ્રવાહ નનદદેશ ર્ા્ય.
તે સ્વાભાવવક છે કે નોઝ અને પ્લેટ વચ્ચેનો ખૂર્ો સ્થિર રહેવો જોઈએ અને
આ નવા નનશાળ ્યા માટે સૌર્ી મોટી મુશ્કેલી ઊભી કરે છે.
પ્લેટ ની સપાટીર્ી સંબંધધત પ્રીહહટીંગ ક્ફલમની સ્થિતત ખૂબ જ મહત્વપૂર્્થ
છે.
કટિટગ ટૉચ્થ: ફાગ 8 ઓક્ક્જન અને બળતર્ ગર્ેશને તમજશ્ત કરવામાં
આવે છે અને પછી ગર્ેશને ‘પ્રીતત’ જ્વાળા બનાવવા માટે ઓક્ફસની ટોચ
પર લઈ જવામાં આવે છે. જો ઓક્ક્જન ને સીધા જ છે્ડા સુધી લઈ જવામાં
આવે છે, તો તે ધાતુ ને ઓક્ક્્ડાઇઝ્્ડ કરે છે અને કટ બનાવવા માટે તેને
ઉગા્ડી દે છે.
ધછદ્રને વેિ કરવયાની રીત: કટિટગ બદલો પાપને જમર્ા ખૂર્ો પર જ્યાં ધછદ્ર
બનાવવાનું છે ત્યાં પક્ડી રાખો. બિબદુ તેજસ્વી ર્શે. કટિટગ ઓક્ક્જન ધીમે
34 સી જી અને એમ: વેલ્્ડર (NSQF - સંશોધિત 2022) - વ્્યયા્યયામ મયાટે સંબંધિત સસધ્ધધાંત1.1.18