
Page 152 - Welder - TT - Gujarati
P. 152
કાસ્ આટ્થ ફ્લસિ બોરેટ્સ, સોરિંયમ કાબનોનેટ, પોટેક્શયમ કાબનોનેટ, િયાતુ ક્ફર સળળ્યયાએ
સોરિંયમ નાઈટરિેટ અને સોરિંયમ બાયકાબનોનેટર્ી બનેલું છે. આ પાિર
સ્િરૂપમાં છે. હળવું સ્ીલ અને ઘિંાયેલો કોપ કોટે હળિાશ સ્ીલ (C.C.M.S)
લોખંિં
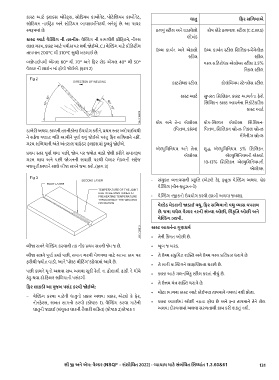
કયાસ્ આટ્મ વેલ્લ્્ડગ ની તકનીક: િેલ્્ડિિંગ ની કામગીરી પ્રીટહટને, નીરસ
લાલ ગરમ, કાસ્ આટ્થ પચીસ પર ર્િી જોઈએ. C.I િેલ્્ડિિંગ માટે પ્રીટહટીંગ
તાપમાન 200°C ર્ી 310°C સુધી બદલાઈ છે. ઉચ્ચ કાબ્થન અને એકલો ઉચ્ચ કાબ્થન સ્ીલ લસલલકન-મેંગેનીઝ
સ્ીલ સ્ીલ
બ્લોપાઈપર્ી એંગલ 60° ર્ી 70° અને રિર રોિં એંગલ 40° ર્ી 50° િસ્ત્-પ્રમતરોધક એલોય્સ સ્ીલ 3.5%
િે્ડિિંર ની લાઇન માં હોિો જોઈએ. (િાગ 2) નનકલ સ્ીલ
કાટરોધક સ્ીલ કોલંબબયમ સ્ેનલેસ સ્ીલ
કાસ્ આટ્થ સુપરત લસલલકન કાસ્ આયન્થના િેરો
લસલલકન કાસ્ આયન્થના નનકોટેકટટક
કાસ્ આટ્થ
કોપ અને તેના એલોય્સ કોપ-લસલ્િર એલોય્સ લસલલકન-
િંાબેરી અર્િા કાળની તકનીકોના ઉપયોગ કરીને, પ્રર્મ સ્તર બ્લોપાઈપર્ી (પપત્તળ, કાંસ્ય) પપત્તળ, લસલલકન બ્ોન્ઝ નનકલ બ્ોન્ઝ
ને સહેજ િણાટ ગમત આપીને પૂણ્થ ર્વું જોઈએ પરંતુ રિર સળળયાને નહીં. મેંગેનીઝ બ્ોન્ઝ
ગરમ સળળયાની અંતે અંતરાલ પાઉિંર ફ્લસિમાં િંૂબવું જોઈએ.
ઍલ્ુમમનનયમ અને તેના શુદ્ધ ઍલ્ુમમનનયમ 5% લસલલકન
પ્રર્મ સ્તર પૂણ્થ ર્યા પછી, જોબ પર જ્ોત િાિંો જેર્ી કરીને સમાનરૂપ એલોય્સ એલ્ુમમનનયમની એકલો
ગરમ ર્ાય અને પછી જોબનની સપાટી પરર્ી િે્ડિિંર મેિંલની સહેજ 10-13% લસલલકન એલ્ુમમનનયમની
મજબૂતીકરણને સાર્ે બીજા સત્રને જમા કરો. (િાગ 3) એલોય્સ
- સંયુ્તત બનાિિાની પ્રકૃમત (એટલે કે), ફ્ૂઝ િેલ્્ડિિંગ અર્િા બ્ેક
િેલ્્ડિિંગ (નોન-ફ્ુઝનનો)
- િેલ્્ડિિંગ નજીકનો ઉપયોગ કરિો (િંાબી અર્િા જમણ).
વેલ્્ડે્ડ મે્ડિની જા્ડયાઈ વધુ, ક્ફર સળળ્યયાનો વધુ વ્્યયાસ વિરયા્ય
છે. જમયા થ્યેિ વેલ્્ડર નરની સંખ્યા ઓછી, પવકૃતત ઓછી અને
વેલ્લ્્ડગ ઝ્ડિી.
કયાસ્ આ્યન્મનયા ગુણિમ્મ
• તેની કિકમત ઓછી છે.
બીજા સત્રને િેલ્્ડિિંગ કરિાની તક નીક પ્રર્મ સત્રની જેમ જ છે. • ખૂબ જ બરિં.
બીજા સત્રને પૂણ્થ કયયા પછી, સમાન ગરમી મેળિિા માટે આખા કામ પર • તે ઉચ્ચ સંકુછચત શક્્તત અને ઉચ્ચ િસ્ત્ પ્રમતકાર ધરાિે છે.
િરીર્ી જ્ોત િાિંો. આને ‘પોસ્ મીટિટગ’ કહેિામાં આિે છે.
• તે સારી કાસ્ટસ્ગને લાક્ણણકતા ધરાિે છે.
પછી કાચને ચૂનો અર્િા રાખ અર્િા સૂકી રેતી ના ઢોલાર્ી ઢાંકી ને ધીમે • કાસ્ આટ્થ ગલનબિબદુ સ્ીલ કરતાં નીચું છે.
ઠંિંુ ર્િા દો.રિલર સળળયાની પસંદગી
• તે ઉત્તમ યંત્ર શક્્તત ધરાિે છે.
ક્ફર િયાક્ડટી આ મુજબ િસંદ કરવી જોઈએ:
• મોટા ભાગના કાસ્ આટ્થ કોઈપણ તાપમાને નબળાં નર્ી હોતા.
– િેલ્્ડિિંગ કરિા માટેની ધાતુનો પ્રકાર અર્િા પ્રકાર, એટલે કે િેર,
નોનિેરસ, સખત સામનો કરિો (કોષ્ટક 1). િેલ્્ડિિંગ કરિા માટેની • કાસ્ આદશ્થમાં ઓછી નમ્રતા હોય છે અને રૂના તાપમાને તેને રોલ
ધાતુની જાિંાઈ (સંયુ્તત ધારની તૈયારી સટહત) (કોષ્ટક 2)કોષ્ટક 1 અર્િા દોરિિામાં અર્િા સરળતાર્ી કામ કરી શકતું નર્ી.
સી જી અને એમ: વેલ્્ડર (NSQF - સંશોધિત 2022) - વ્્યયા્યયામ મયાટે સંબંધિત સસધ્ધધાંત 1.3.60&61 131