
Page 96 - Welder (W&I)- TT - Telugu
P. 96
అంటే పెైపు అక్షానిక్్ర లంబంగా ఉంటుంది . జాయింట్ యొక్క
వెలి్డింగ్ డౌన్ హిల్ పద్ధత్ని ఉపయోగించి లేదా స్ెగెమాంటలో పద్ధత్
దావారా ఒక పాస్ లో ప్యరతువుతుంది, అనంగా పెై భాగాని్న ఫ్ాలో ట్ గా,
దిగువ క్ావారటీర్ ను ఓవర్ హ�డ్ లో మరియు రెండ్ల వెైపులా వెలి్డింగ్
చేయడం. ఆరిటీకల్ అప్ ప్ర జిషన్ లో భాగం. ఈ పాఠంలో తరువాత
వివరించిన మందపాటి పెైపు యొక్క రూట్ పాస్ ను వెలి్డింగ్ చేయడం
క్ొరకు ఎలక్ోటీరో డ్ ను క్ోణాల వద్ద ఉంచాలి.
అధిక గోడ మందం కలిగిన పెైపులను వెలి్డింగ్ చేయడం క్ొరకు ఈ
క్్రరింద ప్రక్్రరియను పాటించాలి.
స్ి్థత్లో ఉంటుంది. పెైపు చుట్యటీ వెలి్డింగ్ తయారు చేయాలి.
ఎడ్జి పి్రపరేషన్: ష్ాప్ లో ఫై్త్రమ్ కటింగ్ లేదా మ్�షినుగా దావారా పెైప్
(పటం 15)
చెరలను శుభ్రం చేసాతు రు (పటం 17 & 18) వీటితో సహ్ క్ోణం 75°
రూట్ ఫై్తస్ మరియు రూట్ క్ాయేప్
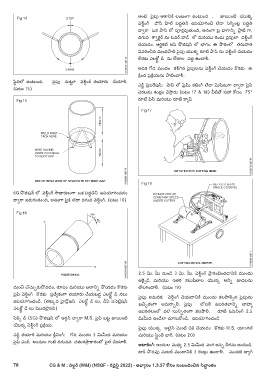
6G ప్ర జిషన్ లో వెలి్డింగ్ సాధారణంగా ఒక పద్ధత్ని ఉపయోగించడం
దావారా జరుగుతుంది, అనంగా పెైక్్ర లేదా దిగువ వెలి్డింగ్. (పటం 16)
2.5 మి. మీ నుండషి 3 మి. మీ. వెలి్డింగ్ పా్ర రంభించడానిక్్ర ముందు
ఆక్ెససిడ్ మరియు ఇతర కలుషితాల యొక్క అని్న జాడలను
మంచి చొచుచుకుపో వడం, రూపం మరియు బలాని్న ప్ర ందడం క్ొరకు తొలగించాలి. (పటం 19)
పెైప్ వెలి్డింగ్ క్ొరకు ప్రతేయేకంగా తయారు చేయబడ్డి ఎలక్ోటీరో డ్ నలు
పెైపు అమరిక: వెలి్డింగ్ చేయడానిక్్ర ముందు కలపాలిసిన పెైపును
ఉపయోగించండషి, (తకు్కవ హ�ైడ్ర్రజన్ ఎలక్ోటీరో డ్ లు, డీప్ పెనెటే్రషన్
ఖచిచుతంగా అమరాచులి. పెైపు లోపలి ఉపరితలాని్న బాహయే
ఎలక్ోటీరో డ్ లు మొదల�ైనవి)
ఉపరితలంలో వల� సుని్నతంగా కలపాలి. రూట్ ఓపెనింగ్ 2.5
పిక్సి డ్ (5G) ప్ర జిషన్ లో ఆరగాన్ దావారా M.S. పెైప్ బటటీ జాయింట్ మిమీద ఉండేలా చూసుక్ోండషి, ఉపయోగించండషి
యొక్క వెలి్డింగ్ ప్రక్్రరియ.
పెైపు యొక్క అల�ైన్ మ్�ంట్ చెక్ చేయడం క్ొరకు M.S. యాంగిల్
ఎడ్జి తయారీ మరియు క్్సలోనింగ్: గోడ మందం 3 మిమీద మరియు మరియు స్ెటీరాంత్ బార్. (పటం 20)
పెైప్ ఎండ్ అంచుల గంటే దిగువన చతురసా్ర క్ారంలో ఫైెైల్ చేయాలి.
అట్యక్సంగ్: అంచుల మధయే 2.5 మిమీద వంగి ఉన్న తీగను ఉంచండషి.
టాక్ ప్ర డవు మ్�టల్ మందానిక్్ర 3 రెంటులో ఉండాలి. మొదటి టాయేగ్
78 CG & M : వెల్్డర్ (W&I) (NSQF - రివెైస్్డ 2022) - అభ్్యయాసం 1.3.37 కోసం సంబంధించిన సిద్్ధ ధా ంతం