
Page 95 - Welder (W&I)- TT - Telugu
P. 95
16 ఆరగాన్ ను క్ొటటీండషి మరియు రెండవ (క్్రలిలోంగ్) రన్ ను డషిపాజిట్
చేయండషి, తయారీని నింపడానిక్్ర మరియు పెైపు అంచుల కలికను
సాధించడానిక్్ర స్ెైడ్-టు-స్ెైడ్ వీవింగ్ ప్ర జిషన్ ఉపయోగించండషి.
17 60° స్ెగెమాంట్ డ్రలో క్్రలిలోంగ్ రన్ ప్యరితు చేయండషి.
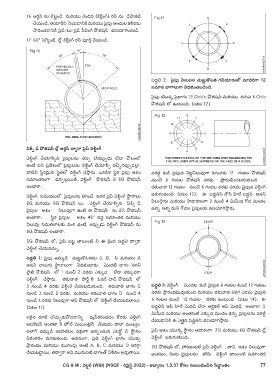
పద్ధత్ 2: ప�ైపు వెల్ుపల్ చుటు టీ కొల్త గడియార్ంల్ో మాద్ిరిగ్్య 12
సమాన భ్్యగ్్యల్ుగ్్య విభజించబడింద్ి.
పెైపు యొక్క పెైభాగం 12 O’c’c’c ప్ర జిషన్ మరియు దిగువ 6 O’c’c
ప్ర జిషన్ లో ఉంటుంది. (పటం 12)
పిక్స్ డ్ పొ జిషన్ డ్లలు ఆర్గిన్ ద్్ధ్వర్య ప�ైప్ వెలి్డంగ్
వెలి్డింగ్ చేయాలిసిన పెైపులను త్ప్ప లేనపు్పడ్ల లేదా ప్ర లంలో
అంటే పని ప్రదేశంలో పెైపులను వెలి్డింగ్ చేయాలిసి వచిచునపు్పడలాలో ,
వాటిని స్ి్థరమ్�ైన స్ి్థత్లో వెలి్డింగ్ చేసాతు రు. ఒకవేళ్ స్ి్థర పెైపు అక్షం వరల్్డి కుడషి వెైపున నిటటీనిలువుగా దిగువకు 12 గంటల ప్ర జిషన్
సమాంతరంగా ఉన్నటలోయితే, వెలి్డింగ్ ప్ర జిషన్ ని 5G ప్ర జిషన్ నుంచి 6 గంటల ప్ర జిషన్ వరకు పా్ర రంభించబడ్లతుంది .
అంటారా. తరువాత 12 గంటల నుంచి 6 గంటల వరకు ఎడమ వెైపున వెలి్డింగ్
జరుగుతుంది (పటం 13). ఈ పద్ధత్ని డౌన్ హిల్ పద్ధత్ అనని
వెలి్డింగ్ సమయంలో పెైపులను బిగించే ఇతర పెైప్ వెలి్డింగ్ సా్థ నాలు
పిలుసాతు రు మరియు సాధారణంగా 3 నుండషి 4 మిమీద గోడ మందం
2G మరియు 6G ప్ర జిషన్ లు. వెలి్డింగ్ చేయాలిసిన పిక్సి డ్
ఉన్న సన్నమని గోడల పెైపులకు ఉపయోగిసాతు రు.
పెైపుల అక్షం నిలువుగా ఉంటే ఈ ప్ర జిషన్ ను 2G ప్ర జిషన్
అంటారా. స్ి్థర పెైపుల అక్షం 45° వద్ద సమాంతర మరియు
నిలువు సమతలాలకు వంగి ఉంటే, అపు్పడ్ల వెలి్డింగ్ ప్ర జిషన్ ను
6G ప్ర జిషన్ అంటారా.
5G ప్ర జిషన్ లో, పెైప్ బటటీ జాయింట్ ని ఈ క్్రరింద పద్ధత్ దావారా
వెలి్డింగ్ చేయవచుచు.
పదధాత్ 1: పెైపు ఉమమాడషి చుటుటీ క్ొలతను ఎ, బి, స్ి మరియు డషి
అనని నాలుగు సా్థ నాలుగా విభజించారు. మొదటి భాగం ‘నగని
ఫ్ాలో ట్ ప్ర జిషన్ లో 1 నుంచి 2 వరకు ఎకు్కవ లేదా తకు్కవగా
వెలి్డింగ్ చేసాతు రు. తరువాత పార్టీ B ఓవర్ హ�డ్ ప్ర జిషన్ లో
3 నుండషి 4 వరకు వెలి్డింగ్ చేయబడ్లతుంది. తరువాత భాగం C పదధాత్ 3: వెలి్డింగ్ మొదట కుడషి వెైపున 6 గంటల నుండషి 12 గంటల
నుండషి 3 నుండషి 2 వరకు మరియు తరువాత భాగం D నుండషి 4 వరకు పా్ర రంభమవుతుంది మరియు తరువాత త్రిగి ఎడమ వెైపున
నుండషి 1 వరకు నిలువుగా అప్ ప్ర జిషన్ లో వెలి్డింగ్ చేయబడతాయి. 6 గంటల నుండషి 12 గంటల వరకు ఉంటుంది (పటం 14). ఈ
(పటం 11) పద్ధత్ని అప్ హిల్ మ్�థడ్ లేదా ఆరిటీకల్ అప్ మ్�థడ్ అంటారా. 5
మిమీద మరియు అంతకంటే ఎకు్కవ మందం ఉన్న పెైపులను వరల్్డి
సరెసన రూట్ చొచుచుకుపో వడాని్న ధృవీకరించడం క్ొరకు వెలి్డింగ్
చేయడానిక్్ర ఈ ఎతెతతున పద్ధత్ని ఉపయోగిసాతు రు.
ఆపరేషన్ అంతటా క్్స హో ల్ మ్�యింట�ైన్ చేయడం చాలా ముఖయేం.
అలాగే ఉమమాడషి ఉపరితలం వకరింగా ఉన్నందున ఎలక్ోటీరో డ్ సా్థ నం పెైప్ అక్షం యొక్క సా్థ నం ఆధారంగా 2G మరియు 6G ప్ర జిషన్ డ్రలో
నిరంతరం మారుతుంది. అదనంగా, ప్రత్ వెలి్డింగ్ భాగం యొక్క వెలి్డింగ్ జరుగుతుంది.
పా్ర రంభం మరియు ముగింపు అంటే A, B, C మరియు D సరిగాగా
2G ప్ర జిషన్ లో, హ్రిజంటల్ పెైప్ వెలి్డింగ్ , దాని అక్షం నిలువుగా
చేయబడా్డి యి, తదావారా అవి మునుపటి భాగంతో విలీనం అవుతాయి.
ఉండటం, రెండ్ల పెైపులను కలిప్త వెలి్డింగ్ జాయింట్ సమాంతర
CG & M : వెల్్డర్ (W&I) (NSQF - రివెైస్్డ 2022) - అభ్్యయాసం 1.3.37 కోసం సంబంధించిన సిద్్ధ ధా ంతం 77