
Page 173 - Welder (W&I)- TT - Telugu
P. 173
- పైేలాట్ యొక్క మందం పో స్టు హంట్రంగ్: పో స్టు హంటింగ్ అంట్ర వెలిడింగ్ చేస్కన వెంటనే
భాగాన్ని వేడి చేయడ్ం. పో స్టు హంటింగ్ యొక్క క్ారణాలు వెలిడింగ్లలా
- ఉమ్మడి రకం
గటిటు మరియు పై్పళ్్లస్పైన మచ్చలు ఏర్పడ్కుండా న్ర్లధించడ్ం. ఇది
- ఉమ్మడి యొక్క సంయమనం స్ాథి యి
వెలిడింగ్ వేడి మరియు దృఢమై�ైన ఉమ్మడి వెలిడింగ్ వలలా కలిగే అవశ్్రష
- హైీట్ ఇన్ పుట్ రేటు. ఒత్తుళ్లా నుండి ఉపశ్మనం కలిగిసుతు ంది.
పో స్టు చేసేటపు్పడ్ు పరిగణనలోక్్ర తీసుక్ోవాలి్సన ముఖ్్యమై�ైన
కంటే తకు్కవ ఉష్ో్ణ గరేత తగగీడ్ధనికి అనుమతించవద్ు దు
అంశ్ాలు:
పరితిద్్ధని మధయా కనీస వేడి ఉష్ో్ణ గరేత వెల్్డ రన్.
- వేడి చేసే రేటు
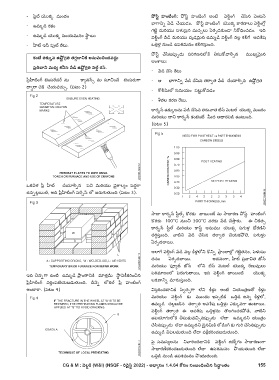
పై్ట్రహైీటింగ్ ట్ంపరేచర్ ను క్ా్యనన్్స ను స్థచించే ట్ంపరుగా - ఆ భాగాన్ని వేడి చేస్కన త్రావాత్ వేడి చేయాలి్సన ఉషో్ణ గరిత్
దావారా చెక్ చేయవచు్చ. (పటం 2)
- క్ొలిమిలో సమయం పటుటు క్ోవడ్ం
- శీత్ల కరణ రేటు.
క్ార్బన్ ఉకు్కలను వేడి చేస్కన త్రువాత్ బ్ేస్ మై�టల్ యొక్క మందం
మరియు దాన్ క్ార్బన్ కంట్ంట్ మీద ఆధారపడి ఉంటుంది.
(పటం 5)
ఒకవేళ్ పై్ట్ర హైీట్ చేయాలి్సన పన్ మరియు వెైశ్ాల్యం పై్పదదుగా
ఉననిటలాయితే, అది పై్ట్రహైీటింగ్ పరే్చస్ లో జరుగుత్ుంది (పటం 3).
స్ాదా క్ార్బన్ స్టటుల్్స క్ొరకు జాయింట్ ను స్ాధారణ పో స్టు హంటింగ్
క్ొరకు 100°C నుంచి 300°C వరకు వేడి చేస్ాతు రు. ఈ చిక్్రత్్స
క్ార్బన్ స్టటుల్ మరియు క్ాస్టు ఇనుము యొక్క పగుళ్లా ధ్యరణిన్
త్గిగాసుతు ంది. వాటిన్ వేడి చేస్కన త్రావాత్ చేయకపో తే, పగుళ్్లలా
ఏర్పడ్తాయి.
అలాగే వెలిడింగ్ వేడి వలలా క్ీళ్లాలోన్ క్ొన్ని పా్ర ంతాలోలా గటిటుత్నం, పై్పళ్్లసు
దనం ఏర్పడ్తాయి. అదనంగా, హైీట్ ప్రభావిత్ జోన్
మరియు ఫూ్యజ్ జోన్ లోన్ బ్ేస్ మై�టల్ యొక్క రేణువులు
పరిమాణంలో పై్పరుగుతాయి, ఇది వెలిడింగ్ జాయింట్ యొక్క
ఇది చిననిగా ఉంట్ర ఉమ్మడి పా్ర ంతాన్క్్ర మాత్్రమైే స్ాథి న్క్ీకరించిన
లక్షణాన్ని మారుసుతు ంది.
పై్ట్రహైీటింగ్ వరితుంపజేయబ్డ్ుత్ుంది. దీనేని లోకల్ పై్ట్ర హంటింగ్
అంటారా. (పటం 4) విసతురించడాన్క్్ర సేవాచఛిగా లేన్ క్ీళ్్లలా అంట్ర న్యంత్్రణతో క్ీళ్్లలా
మరియు వెలిడింగ్ కు ముందు ఇప్పటిక్ే ఒత్తుడి ఉనని క్ీళ్లాలో,
ఉమ్మడి చలలాబ్డిన త్రావాత్ అవశ్్రష ఒత్తుళ్్లలా ఎకు్కవగా ఉంటాయి.
వెలిడింగ్ త్రావాత్ ఈ అవశ్్రష ఒత్తుళ్లాను తొలగించకపో తే, వాటిన్
ఉపయోగంలోక్్ర తీసుకువచి్చనపు్పడ్ు లేదా ఉమ్మడ్న్ యంత్్రం
చేస్కనపు్పడ్ు లేదా ఉమ్మడ్న్ డెైనమిక్ లోడింగ్ కు గురి చేస్కనపు్పడ్ు
ఉమ్మడి విఫలమత్ుంది లేదా వక్ీరికరించబ్డ్ుత్ుంది.
పై్పై సమస్యలను న్వారించడాన్క్్ర వెలిడింగ్ ఉద్య్యగం స్ాధారణంగా
స్ాధారణీకరించబ్డ్ుత్ుంది లేదా ఉపశ్మనం ప్ర ందుత్ుంది లేదా
ఒత్తుడి నుండి ఉపశ్మనం ప్ర ందుత్ుంది.
CG & M : వెల్్డర్ (W&I) (NSQF - రివెైస్్డ 2022) - అభ్్యయాసం 1.4.64 కోసం సంబంధించిన సిద్్ధ ధా ంతం 155