
Page 172 - Welder (W&I)- TT - Telugu
P. 172
CG & M అభ్్యయాసం 1.4.64 కోసం సంబంధించిన సిద్్ధ ధా ంతం
వెల్్డర్ (W&I) (Welder (W&I)) - వెల్్డంగ్ కొరకు ప్ిరిపరేషన్
బేసిక్ వెల్్డంగ్ మై�టల్రీజె ప్్లరిహీట్రంగ్ మరియు పో స్టు హంట్రంగ్ (Basic welding metallurgy preheating
and post heating)
ల్క్ష్యాల్ు: ఈ పాఠం ముగించే లోపు ఈ క్్రరింది విషయాలు తెలుసుక్ోగలరు
• వెల్్డంగ్ ల్ో ఉపయోగ్ించే హీట్ టీరిట్ మై�ంట్ యొక్క విభినని పద్ధాతుల్ను వివరించడం
• ప్్లరిహీట్రంగ్ యొక్క ఉద్ేదుశ్్వయానిని ప్ేర్క్కనండి
• పో స్టు హంట్రంగ్ యొక్క ఉద్ేదుశ్్వయానిని ప్ేర్క్కనండి.
వేడి చికితసి యొక్క వివిధ పద్ధాతుల్ు
డెైరెక్టు పై్ట్రహైీటింగ్, పర్లక్ష పై్ట్రహైీటింగ్, లోకల్ పై్ట్రహైీటింగ్
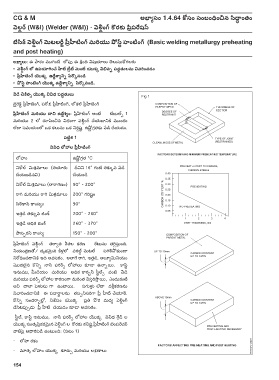
ప్్లరిహీట్రంగ్ మరియు ద్్ధని ఉద్ేదుశ్యాం: పై్ట్రహైీటింగ్ అంట్ర ట్రబ్ుల్్స 1
మరియు 2 లో చ్థపై్కంచిన విధ్ంగా వెలిడింగ్ చేయడాన్క్్ర ముందు
లేదా సమయంలో ఒక కలును ఒక న్రిదుషటు ఉషో్ణ గరిత్కు వేడి చేయడ్ం.
పట్రటుక 1
వివిధ ల్ోహాల్ ప్్లరిహీట్రంగ్
లోహం ఉషో్ణ గరిత్ °C
న్క్ోల్ మిశ్రిమాలు (త్యారు దీన్న్ 16° గంట్ర త్కు్కవ వేడి
చేయబ్డినవి) చేయండి
న్క్ోల్ మిశ్రిమాలు (తారాగణం) 90° - 200°
రాగి మరియు రాగి మిశ్రిమాలు 200° గరిషటుం
స్కలిక్ాన్ క్ాంస్యం 90°
ఇత్తుడి త్కు్కవ జింక్ 200° - 260°
ఇత్తుడి అధిక జింక్ 260° - 370°
ఫ్ాస్ఫరస్ క్ాంస్య 150° - 200°
పై్ట్రహైీటింగ్ వెలిడింగ్ త్రావాత్ శీత్ల కరణ రేటును త్గిగాసుతు ంది.
న్యంత్్రణతో/ దృఢమై�ైన క్ీళ్లాలో వరల్డి మై�టల్ పగిలిపో కుండా
న్ర్లధించడాన్క్్ర ఇది అవసరం. అలాగే రాగి, ఇత్తుడి, అల్య్యమిన్యం
మొదలెైన క్ొన్ని నాన్ ఫరర్్స లోహాలు క్యడా ఉనానియి. క్ాస్టు
ఇనుము, మీడియం మరియు అధిక క్ార్బన్ స్టటుల్్స వంటి వేడి
మరియు ఫరర్్స లోహాల క్ారణంగా మరింత్ విసతురిస్ాతు యి, ఎందుకంట్ర
అవి చాలా పై్పళ్్లసు గా ఉంటాయి. పగుళ్్లలా లేదా వక్ీతుకరణను
న్వారించడాన్క్్ర ఈ పదారాథి లను త్ప్పన్సరిగా పై్ట్ర హైీట్ చేయాలి.
క్ొన్ని సందరాభాలోలా , న్క్ేపం యొక్క ప్రత్ ప్ర ర మధ్్య వెలిడింగ్
చేసేటపు్పడ్ు పై్ట్ర హైీట్ చేయడ్ం క్యడా అవసరం.
స్టటుల్, క్ాస్టు ఇనుము, నాన్ ఫరర్్స లోహాల యొక్క వివిధ్ గేరిడ్ ల
యొక్క సంత్ృపై్కతుకరమై�ైన వెలిడింగ్ ల క్ొరకు కన్షటు పై్ట్రహైీటింగ్ ట్ంపరేచర్
వాటిపై్పై ఆధారపడి ఉంటుంది: (పటం 1)
- లోహ రకం
- మాత్ృ లోహం యొక్క క్యరు్ప మరియు లక్షణాలు
154