
Page 125 - Welder (W&I)- TT - Telugu
P. 125
CG & M అభ్్యయాసం 1.3.49 కోసం సంబంధించిన సిద్్ధ ధా ంతం
వెల్్డర్ (W&I) (Welder (W&I)) - వెల్్డబిలిటీ ఆఫ్ స్టటీల్స్ (SMAW, I&T)
తకుకొవ కారబోన్ స్టటీల్, మీడియం మరియు హై�ై కారబోన్ స్టటీల్ మరియు అల్ాయ్ స్టటీల్ యొకకొ వెలి్డంగ్
(Welding of low carbon steel, medium and high carbon steel and alloy steel)
ల్క్ష్యాల్ు: ఈ పాఠం ముగించే లోపు ఈ క్్రరింది విషయాలు తెలుసుక్ోగలరు
• తకుకొవ కారబోన్ స్టటీల్ మరియు మీడియం కారబోన్ స్టటీల్ ల్్బ కారబోన్ శాతం యొకకొ కూరుపెను పైేర్కకొనండి
• తకుకొవ, మధయాస్థ మరియు అధిక కారబోన్ ఉకుకొను వెలి్డంగ్ చేసే విధ్ధన్ధనిని వివరించండి.
సాదా క్ార్బన్ ఉకుకి అన్ేది దీనిలో క్ార్బన్ మాత్్రమై్మ మిశ్రిమ మంట రకం: త్టసథూ జావేల ఉపయోగించాలి.
మూలకం. ఉకుకిలోని క్ార్బన్ పరిమాణం దాని కఠినత్వేం, బలం
ఫ్లాక్సూ యొకకి అపిలాక్ేషన్: ఫ్లాక్సూ అవసరం లేదు
మరియు వాహకంను నిమంత్్రసుతు ంది. క్ార్బన్ ఎంత్ ఎకుకివగా
ఉంటే ఉకుకి క్ావేలిటీ అంత్ త్కుకివగా ఉంటుంది. చిక్్రత్సూ త్రావేత్: వాటిలో చాలా వరకు వేడిక్్ర సపుందించవు
చిక్్రత్సూ ప్రక్్రరియ. అందువలలా, వేడి త్రావేత్ శుభ్రపరచడం త్పపు
క్ార్బన్ ఉకుకిలను అవి కలిగి ఉనని క్ార్బన్ శాతానిని బటిటి
చిక్్రత్సూ అవసరం.
వరీగుకరిసాతు రు. వీటిని త్కుకివ, మధయూసథూ మరియు అధిక క్ార్బన్
స్రటిల్సూ అనని పిలుసాతు రు. మీడియం కారబోన్ స్టటీల్: ఈ ఉకుకి 0.30 నుండి 0.6 శాత్ం క్ార్బన్
పరిధిని కలిగి ఉంటుంది. అవి బలంగా మరియు గటిటిగా ఉంటాయి
తకుకొవ కారబోన్ స్టటీల్స్: 0.05 నుండి 0.30 శాత్ం పరిధి ఉనని
క్ాని అధిక క్ార్బన్ కంటెంట్ క్ారణంగా త్కుకివ క్ార్బన్ స్రటిల్సూ వలె
ఉకుకిలను త్కుకివ క్ార్బన్ స్రటిల్ లేదా మై�ైల్సూ స్రటిల్ అంటారా. ఈ
సులభంగా వ్నలి్డంగ్ చేయలేము. వాటిని వేడి చిక్్రత్సూ చేయవచు్చ.
త్రగత్లోని ఉకుకిలు కఠినమై�ైనది, వాహకమై�ైనది మరియు
వ్నలి్డంగ్ పా్ర ంత్ం చుటూటి పగుళ్్లలా ఏరపుడకుండా ఉండటానిక్్ర ఎకుకివ
సులభంగా మై�షిన్ చేయగలవు మరియు వ్నలి్డంగ్ చేయడం చాలా
శ్రిద్ధ అవసరం, లేదా ప్యసలోని గాయూస్ పాక్ెటులా , ఇవనీని వ్నలి్డంగలాను
సులభం.
బలహీన పరుసాతు యి.
వెలి్డంగ్ ట�కినిక్: 6 మిమీద వరకు, లెఫ్ాటి ్వర్్డ టెక్్రనిక్ త్లగినది. 6 మి.
వెలి్డంగ్ విధ్ధనం: చాలా మీడియం క్ార్బన్ స్రటిల్సూ ను చాలా కషటిం
మీ గంటే ఎకుకివ గుడివ్నైపు టెక్్రనిక్ మంచిది.
లేకుండా తేలికలాంటి స్రటిల్ మాదిరిగాన్ే వ్నలి్డంగ్ చేయవచు్చ, అయితే
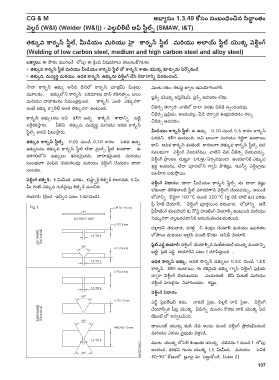
త్యారీ: (క్్రరింద ఇచి్చన పటం 1 చూడండి) లోహ్నిని క్ొది్దగా 160 °C నుండి 320 °C (డలా రెడ్ హ్ట్ కు) వరకు
ప్ర్ర హీట్ చేయాలి. వ్నలి్డంగ్ ప్యరతుయిన త్రువాత్, లోహ్నిని అదే
ప్ర్రహీటింగ్ టెంపరేచర్ కు పో స్టి హంటింగ్ చేయాలిసూ ఉంటుంది మరియు
న్్నమమిదిగా చలలాబరచడానిక్్ర అనుమత్ంచబడుత్్తంది.
చలాలా రని త్రువాత్, వరల్్డ ని శుభ్రం చేయాలి మరియు ఉపరిత్ల
లోపాలు మరియు అలెైన్ మై�ంట్ క్ొరకు త్నిఖీ చేయాలి.
పైే్లట్ ఎడ్జ్ తయారీ: వ్నలి్డంగ్ చేయాలిసూన మై�టీరియల్ యొకకి మందానిని
బటిటి పేలాట్ ఎడ్జి త్యారీని పటం 1 చూపిసుతు ంది .
అధిక కారబోన్ ఉకుకొ: అధిక క్ార్బన్ ఉకుకిలు 0.6% నుండి 1.2%
క్ార్బన్ కలిగి ఉంటాయి. ఈ రకమై�ైన ఉకుకి గాయూస్ వ్నలి్డంగ్ ప్రక్్రరియ
దావేరా వ్నలి్డంగ్ చేయబడదు ఎందుకంటే బేస్ మై�టల్ మరియు
వ్నలి్డంగ్ పగుళ్లాను నివారించడం కషటిం.
వెలి్డంగ్ విధ్ధనం
ఎడ్జి పి్రపరేషన్ రకం, న్ాజిల్ స�ైజు, పిలలార్ రాడ్ స�ైజు, వ్నలి్డంగ్
చేయాలిసూన ష్రటలా యొకకి విభినని మందం క్ొరకు టాక్ యొకకి పిచ్
టేబుల్ లో ఇవవేబడింది.
జాయింట్ యొకకి కుడి చేత్ అంచు నుండి వ్నలి్డంగ్ పా్ర రంభించండి
మరియు ఎడమ వ్నైపుకు వ్నళ్లాండి.
మంట యొకకి లోపలి శ్ంఖుకు యొకకి చెరవను 1 నుండి 1 లోపు
ఉంచండి. కరికని గుంట యొకకి 1.5 మిమీద, మరియు పనిక్్ర
80-90° క్ోణంలో బూలా ప�ై ను పటుటి క్ోండి. (పటం 2)
107