
Page 123 - Welder (W&I)- TT - Telugu
P. 123
CG & M అభ్్యయాసం 1.3.48 కోసం సంబంధించిన సిద్్ధ ధా ంతం
వెల్్డర్ (W&I) (Welder (W&I)) - వెల్్డబిలిటీ ఆఫ్ స్టటీల్స్ (SMAW, I&T)
ల్్బహాల్ వెల్్డబిలిటీ, పై్టరాహైీటింగ్ యొకకొ ప్ారా ముఖయాత, ప్ో స్టీ-హంటింగమారియు ఇంటర్-ప్ాస్ ట�ంపరేచర్
యొకకొ మెయింట�నెన్స్ (Weldability of metals, importance of preheating, post-heating
and maintenance of inter-pass temperature)
ల్క్ష్యాల్ు: ఈ పాఠం ముగించే లోపు ఈ క్్రరింది విషయాలు తెలుసుక్ోగలరు
• ల్్బహాల్ వెలి్డంగ్ ను పైేర్కకొనండి
• పై్టరా-హంటింగ్ మరియు ప్ో స్టీ హంటింగ్ యొకకొ ప్ారా ముఖయాతను వివరించండి.
వెల్్డబిలిటీ: బూలా ప�ై నుండి లేదా ఫో ర్జి నుండి మంట దావేరా ముందసుతు గా వేడి
చేయవచు్చ.
• క్ార్బన్ స్రటిల్సూ ప�ై ఫ్�ైైట్ మరియు మారిటిన్ స�ైట్ నిరామిణం వ్నలి్డంగ్ కు
అనుక్సలంగా ఉండదు. క్ానీ, క్్రరిసటిల్ ఫ్�ైన్ సటిరిక్చర్ బే్రక్్రంగ్ కు వీలు ప్యరి్త పై్టరాహైీటింగ్: వ్నలి్డంగ్ ఆపరేషన్ పా్ర రంభించడానిక్్ర ముందు
కలిపుసుతు ంది. మొత్తుం పనిని వేడి చేసే ప్రక్్రరియను ఫ్ుల్ ప్ర్రహీటింగ్ అంటారా.
ఇది సాధారణంగా భారీ ఉద్యయూగాల క్ోసం క్ొలిమిలో జరుగుత్్తంది.
• ఆస�టినిటిక్ స్రటిల్సూ వ్నలి్డంగ్ కు అనుక్సలంగా ఉంటాయి. ప్రసుతు త్
ఈ రకమై�ైన ప్ర్రహీటింగ్ లో వ్నలి్డంగ్ సమయంలో జాబ్ యొకకి వేడి
రోజులోలా జడ వాయువు ష్రల్్డ ఆరగున్ ప్రక్్రరియను ఉపయోగించి అనిని
నిలుపుక్ోబడుత్్తంది మరియు ఇది ఏకరీత్న రేటుతో చలలాబడుత్్తంది.
రక్ాల ఉకుకిలను వ్నలి్డంగ్ చేసుతు న్ానిరు.
ల్్బకల్ పై్టరాహైీటింగ్: ఈ రకంలో వ్నలి్డంగ్ చేయాలిసూన భాగంలో మాత్్రమై్మ
పై్టరాహైీటింగ్: వ్నలి్డంగ్ ఆపరేషన్ కు ముందు పనిని వేడి చేయడానిని
ప్ర్రహీటింగ్ జరుగుత్్తంది . వ్నలి్డంగ్ పా్ర రంభించడానిక్్ర ముందు బూలా ప�ై
‘ప్ర్రహీటింగ్’ అంటారా. క్ాస్టి ఐరన్ జాబ్ యొకకి ప్ర్రహీటింగ్ యొకకి
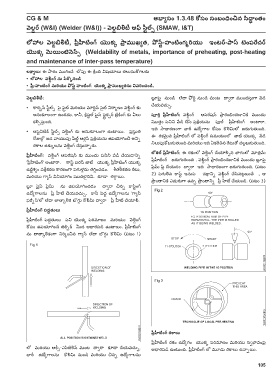
ఫ్ే్రమ్ పేలా చేయడం దావేరా ఇది సాధారణంగా జరుగుత్్తంది. (పటం
ఉదే్దశ్యూం వక్్సతుకరణ క్ారణంగా పగుళ్లాను త్గిగుంచడం. శీత్లీకరణ రేటు,
2) పగులిన క్ాస్టి ఇనుప చక్ారి నిని వ్నలి్డంగ్ చేసినటలాయితే , ఆ
మరియు గాయూస్ వినియోగం మొదలెైనవి. క్సడా త్గాగు యి.
పా్ర ంతానిక్్ర ఎదురుగా ఉనని పా్ర ంతానిని ప్ర్ర హీట్ చేయండి. (పటం 3)
బూలా ప�ైప్ ఫ్ే్రమ్ ను ఉపయోగించడం దావేరా చినని క్ాసిటింగ్
ఉద్యయూగాలను ప్ర్ర హీట్ చేయవచు్చ. క్ానీ ప�ద్ద ఉద్యయూగాలను ‘గాయూస్
ఫ్రేనిస్’లో లేదా తాతాకిలిక బొ గుగు క్ొలిమి దావేరా ప్ర్ర హీట్ చేయాలి.
పై్టరాహైీటింగ్ పద్ధాతుల్ు
ప్ర్రహీటింగ్ పద్ధత్్తలు పని యొకకి పరిమాణం మరియు వ్నలి్డంగ్
క్ోసం ఉపయోగించే టెక్్రనిక్ మీద ఆధారపడి ఉంటాయి. ప్ర్రహీటింగ్
ను తాతాకిలికంగా నిరిమించిన గాయూస్ లేదా బొ గుగు క్ొలిమి (పటం 1)
పై్టరాహైీటింగ్ రకాల్ు
ప్ర్రహీటింగ్ రకం ఉద్యయూగం యొకకి పరిమాణం మరియు సవేభావంప�ై
లో మరియు ఆక్్ససూ-ఎసిటిలిన్ మంట దావేరా క్సడా చేయవచు్చ.
ఆధారపడి ఉంటుంది. ప్ర్రహీటింగ్ లో మూడు రక్ాలు ఉన్ానియి.
భారీ ఉద్యయూగాలను క్ొలిమి నుండి మరియు చినని ఉద్యయూగాలను
105