
Page 296 - Sheet Metal Worker -TT- TELUGU
P. 296
TIG వెల్్డింగ్ లో ప్ో లారిటీ ర్క్యలు మరియు ద్్ధని అనువర్్తనం (Types of polarity and its application
in TIG welding)
లక్ష్యాలు: ఈ పాఠం చివర్్లలో మీరు వీటిని చేయగలుగుతారు
• ప్ో లారిటీని నిర్విచించండి మరియు ప్ో లారిటీ యొక్్క ర్క్యలను పేర్క్కనండి.
• విభిననా లోహ్ల వెల్్డింగ్ కొర్క్ు ప్ో లారిటీ యొక్్క అనువర్్తన్ధనినా పేర్క్కనండి
• తప్్పపా ప్ో లారిటీని ఎంచుకోవడం వలలు క్ల్గ్ే ప్రాభ్్యవ్యలను పేర్క్కనండి.
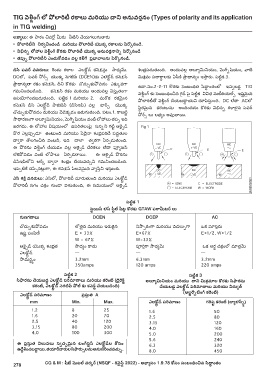
డిసి ప్వర్ వనర్ులు: ర్ెండు రక్ాల ఎలక్ోటెరో డ్ కనెక్షన్యలో స్ాధయుమే. శుభ్్రప్డుతుంది. అంద్్యవలలో అలూయుమినియం, మెగీనిషియం, వాటి
DCలో, ప్వర్ స్్ల ర్స్ యొక్క నెగటివ్ (DCEN)కు ఎలెక్ోటె డ్ కనెక్షన్ మిశరిమ్ ప్దార్ాథి లకు ఏసీక్్ర పా్ర ధానయుం ఇస్ా్త రు. ప్టిటెక.3.
పా్ర ధానయుతా రకం కనెక్షన్, దీని క్ొరకు చొచ్యచుకుప్ల వడం ఎకు్కవగా
ఉదా.నెం.2-2-11 క్ొరకు సంబంధిత సిదాధి ంతంలో ఇవవాబడ్డి TIG
గమ్నించబడింది. కనెక్షన్ రకం మ్ర్ియు అంద్్యవలలో విస్తృతంగా
వెల్్డింగ్ కు సంబంధించిన గెైడ్ ప్టై ప్టిటెక వివిధ మెటీర్ియల్స్ ఇష్టెమెైన
ఉప్యోగించబడుతుంది. ప్టిటెక 1 మ్ర్ియు 2. మ్ర్ొక రకమెైన
ప్ల లార్ిటీతో వెల్్డింగ్ చేయబడా్డి యని చూపిస్య్త ంది. DC లేదా ACలో
కనెక్షన్ డిసి ఎలక్ోటెరో డ్ పాజిటివ్ (డిసిఇపి) వలలో టార్చు యొక్క
సిథిరమెైన కర్ెంటున్య అందించడం క్ొరకు విభినని రక్ాలెైన ప్వర్
చొచ్యచుకుప్ల వడం మ్ర్ియు వేడెక్కడం జరుగుతుంది. ప్టం.1. క్ాబటిటె
స్్ల ర్స్ లు లభ్యుం అవుతాయ్.
స్ాధారణంగా అలూయుమినియం, మెగీనిషియం వంటి లోహాలు తప్్ప ఇది
జరగద్్య. ఈ లోహాల విష్యంలో ఉప్ర్ితలంప్టై సననిని గటిటె ఆక్ెైస్డ్
పొ ర ఎలలోప్ు్పడూ ఉంటుంది మ్ర్ియు ఏదెైనా శుభ్్రప్ర్ిచే ప్ద్ధితుల
దావార్ా తొలగించిన వెంటనే, ఇది చాలా తవారగా ఏర్పడుతుంది.
ఈ పొ రన్య వెల్్డింగ్ చేయడం వలలో ఆక్ెైస్డ్ చేర్ికలు లేదా ఫ్ూయుజన్
లేకప్ల వడం వంటి లోపాలు ఏర్పడతాయ్. ఈ ఆక్ెైస్డ్ పొ రన్య
డిసిఇపిలోని ఆర్్క దావార్ా శుభ్్రం చేయవచచుని గమ్నించబడింది.
ఇప్్పటిక్ే చెపి్పనటులో గా, ఈ కనెక్షన్ పేలవమెైన వాయుపి్తని ఇస్య్త ంది.
ఎసి శ్క్ర్త వనర్ులు: ఎసిలో, ప్ల లార్ిటీ మ్ారుతుంది మ్ర్ియు ఎలక్ోటెరో డ్
ప్ల లార్ిటీ సగం చకరిం గుండా వెళ్ళతుంది, ఈ సమ్యంలో ఆక్ెైస్డ్
ప్ట్టటెక్ 1
స్టటెయిన్ ల�స్ సీటెల్ షీట లు కొర్క్ు GTAW ప్ర్యమీటర్ లు
గ్ుణగ్ణ్ధలు DCEN DCEP AC
చొచ్యచుకుప్ల వడం లోతెైన మ్ర్ియు ఇరుక్ెైన నిస్ాస్రంగా మ్ర్ియు వెడలు్పగా ఒక మోస్తరు
ఉష్్ణ ప్ంపిణీ E = 33% E=67% E=1/2, W=1/2
W = 67% W=33%
ఆక్ెైస్డ్ యొక్క శుభ్్రత స్ాధయుం క్ాద్్య ప్ూర్ి్తగా స్ాధయుమే ఒక అరధి చకరింలో మ్ాత్రమే
ఎలక్ోటెరో డ్ — — —
స్ామ్రథియుం 3.2mm 6.3mm 3.2mm
350amps 120 amps 220 amps
ప్ట్టటెక్ 2 ప్ట్టటెక్ 3
సిఫ్యర్సు చ్దయబడ్డి ఎలకో టెరి డ్ ప్రిమాణ్ధలు మరియు క్రెంట్ (డ్ైరెక్టె అలూయామినియం మరియు ద్్ధని మిశ్రిమాల కొర్క్ు సిఫ్యర్సు
క్రెంట్, ఎలకో టెరి డ్ నెగ్ట్టవ్ ప్ో ల్ క్ు క్నెక్టె చ్దయబడింద్ి) చ్దయబడ్డి ఎలకో టెరి డ్ ప్రిమాణ్ధలు మరియు విదుయాత్
(ఆలటెరేనాట్టంగ్ క్రెంట్)
ఎలకో టెరి డ్ ప్రిమాణం ప్రాసు ్త త A
mm Min. Max. ఎలకో టెరి డ్ ప్రిమాణం గ్రిషటె క్రెంట్ (బ్యయాల�న్స్డ్)
1.2 8 25 1.6 50
1.6 20 70 2.5 80
2.5 40 120 3.15 120
3.15 80 200 4.0 160
4.0 100 300 5.0 200
5.6 240
ఈ ప్రాసు ్త త విలువలు సవిచ్ఛమెైన టంగ్ సటెన్ ఎలకో టెరి డ్ ల కోసం
6.3 320
ఉద్్దదేశించబడ్ధ ్డి యి. తయారీద్్ధర్ుల సిఫ్యర్ుస్లను అనుసరించవచుచ్.
8.0 450
278 CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - రివెైస్్డి 2022) - అభ్్యయాసం 1.9.78 కోసం సంబంధించిన సిద్్ధ ధా ంతం