
Page 295 - Sheet Metal Worker -TT- TELUGU
P. 295
మానుయావల్ మెటల్ ఆర్్క వెల్్డింగ్ మరియు గ్్యయాస్ వెల్్డింగ్ క్ంటే TIG వెల్్డింగ్ ప్రాక్రరియ యొక్్క ప్రాయోజన్ధలు
(Advantages of TIG welding process over manual metal arc welding and gas welding)
లక్ష్యాలు: ఈ పాఠం చివర్్లలో మీరు వీటిని చేయగలుగుతారు
• మానుయావల్ మెటల్ ఆర్్క వెల్్డింగ్ క్ంటే TIG వెల్్డింగ్ ప్రాక్రరియ యొక్్క ప్రాయోజన్ధలను పేర్క్కనండి
• ఆక్సస్-ఎసిట్టల్న్ వెల్్డింగ్ ప్రాక్రరియ క్ంటే TIG వెల్్డింగ్ ప్రాక్రరియ యొక్్క ప్రాయోజన్ధలను పేర్క్కనండి.
మానుయావల్ మెటల్ ఆర్్క వెల్్డింగ్ క్ంటే TIG వెల్్డింగ్ ప్రాక్రరియ యొక్్క ప్రాయోజన్ధలు
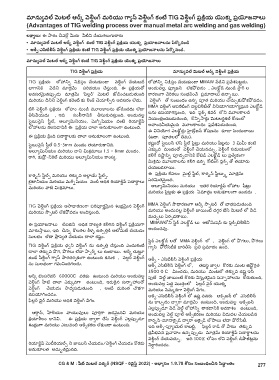
TIG వెల్్డింగ్ ప్రాక్రరియ మానుయావల్ మెటల్ ఆర్్క వెల్్డింగ్ ప్రాక్రరియ
TIG ప్్రక్్రరియ లోహానిని నిక్ిప్్తం చేయకుండా వెల్్డింగ్ చేయబడే లోహానిని నిక్ిప్్తం చేయకుండా MMAW వేడిని ప్్రవేశప్టటటెద్్య.
భాగానిక్్ర వేడిని మ్ాత్రమే ప్ర్ిచయం చేస్య్త ంది. ఈ ప్్రక్్రరియతో అంద్్యవలలో, ఫ్ూయుజన్ లేకప్ల వడం , ఎలక్ోటెరో డ్ న్యండి స్ాలో గ్ ల
అవసరమెైనప్ు్పడు మ్ాత్రమే ‘ఫ్ిలలోర్’ మెటల్ జోడించబడుతుంది క్ారణంగా చేర్ికలు సంభ్వించే ప్్రమ్ాదాలు ఉనానియ్.
మ్ర్ియు దీనిని వెల్్డింగ్ కర్ెంట్ కు ల్ంక్ చేయాల్స్న అవసరం లేద్్య. వెల్్డింగ్ తో సంబంధం ఉనని ప్ూత మ్ర్ియు చొచ్యచుకుప్ల కప్ల వడం.
MMA వెల్్డింగ్ ఆప్ర్ేటింగ్ వెల్డిబిల్టీతో వినియోగయోగయుమెైన ఎలక్ోటెరో డ్
టిగ్ వెల్్డింగ్ ప్్రక్్రరియ లోహం న్యండి మ్ూలక్ాలన్య జోడించద్్య లేదా
లన్య ఉప్యోగిస్య్త ంది, ఇది ఫ్లోక్స్ కవర్ లోని మ్ూలక్ాలచే
తీసివేయద్్య , ఇది సంలీనానిక్్ర తీస్యకువస్య్త ంది. అంద్్యవలలో
నియంత్్రంచబడుతుంది, క్ొనినిస్ారులో మెటలర్ిజ్కల్ క్ోణంలో
స్టటెయ్నెలోస్ సీటెల్, అలూయుమినియం, మెగీనిషియం వంటి ర్ియాక్్రటెవ్
అవాంఛనీయమెైన మ్ూలక్ాలన్య ప్్రవేశప్టడుతుంది.
లోహాలన్య కలప్డానిక్్ర ఈ ప్్రక్్రరియ చాలా అన్యకూలంగా ఉంటుంది.
ఈ వినియోగ ఎలక్ోటెరో డులో హెైడ్య్రజన్ శోష్ణన్య కూడా ప్టంచ్యతాయ్
ఈ ప్్రక్్రరియ క్్రరింది ప్దార్ాథి లకు చాలా అన్యకూలంగా ఉంటుంది. (ఉదా. ప్ూతలలో తేమ్).
కష్టెంతో స్టటెయ్న్ లెస్ సీటెల్ పేలోటులో మ్ర్ియు షీటలోన్య 3 మిమీ కంటే
స్టటెయ్నెలోస్ సీటెల్ 0.5-3mm మ్ంద్ం తయారుక్ానిది.
ఎకు్కవ మ్ంద్ంతో వెల్్డింగ్ చేయవచ్యచు. వెల్్డింగ్ సమ్యంలో
అలూయుమినియం మ్ర్ియు దాని మిశరిమ్ాలు 1.5 - 8mm మ్ంద్ం.
కల్గే నష్ాటె నిని ప్ూడచుడానిక్్ర క్ోట�డ్ ఎలక్ోటెరో డ్ లు ప్్రతేయుకంగా
ర్ాగి, కుప్ల్ర -నిక్ెల్ మ్ర్ియు అలూయుమినియం క్ాంసయు.
మిశరిమ్ మ్ూలక్ాలన్య కల్గి ఉనని క్ోటింగ్ ఫ్లోక్స్ తో తయారు
చేయబడతాయ్.
ఈ ప్్రక్్రరియ క్ేవలం మెైల్్డి సీటెల్, క్ారబున్ సీటెలుస్కు మ్ాత్రమే
క్ారబున్ సీటెల్స్ మ్ర్ియు తకు్కవ అలాలో య్ సీటెల్స్.
ప్ర్ిమితమెైంది.
ట�ైటానియం మ్ర్ియు మెగీనిషియం వంటి అధిక ర్ియాక్్రటెవ్ ప్దార్ాథి లు
అలూయుమినియం మ్ర్ియు ఇతర ర్ియాక్్రటెవ్ లోహాల షీటులో
మ్ర్ియు వాటి మిశరిమ్ాలు.
మ్ర్ియు పేలోటలోకు ఈ ప్్రక్్రరియ ఏమ్ాత్రం అన్యకూలంగా ఉండద్్య .
MMA వెల్్డింగ్ స్ాధారణంగా ఆర్్క స్ా్పటర్ తో బాధప్డుతుంది
TIG వెల్్డింగ్ ప్్రక్్రరియ అస్ాధారణంగా ప్ర్ిప్ూర్ణమెైన శుభ్్రమెైన వెల్్డింగ్
మ్ర్ియు అంద్్యవలలో వెల్్డింగ్ జాయ్ంట్ ద్గగెర బేస్ మెటల్ లో వేడి
మ్ర్ియు స్ా్పటర్ లేకప్ల వడం అందిస్య్త ంది.
మ్చచులు ఏర్పడతాయ్.
MMAWలోని సిటెక్ ఎలక్ోటెరో డ్ లు ఆట్రమేష్న్ కు ఫ్్టలోక్్రస్బిల్టీని
ఈ ప్్రయోజనాలు టిఐజిని అధిక నాణయుత కల్గిన వెల్్డింగ్ ప్్రక్్రరియగా
అందించవు.
మ్ారుస్ా్త య్, ఇది చినని క్ొలతల క్ీళళు ఉత్పత్్తక్్ర ఆట్రమేట్ చేయడం
స్యలభ్ం లేదా పా్ర ప్యుత చేయడం చాలా కష్టెం.
సిటెక్ ఎలక్ోటెరో డ్ లతో MMA వెల్్డింగ్ లో , వెల్్డింగ్ లో పొ గలు, పొ గలు
TIG వెల్్డింగ్ ప్్రక్్రరియ ధవాని వెల్్డింగ్ న్య ఉత్పత్్త చేస్య్త ంది ఎంద్్యకంటే గాయుస్ ప్ల ర్్లసిటీక్్ర దార్ితీసే ప్్రత్ ప్్రమ్ాద్ం ఉంది.
చాలా తకు్కవ పొ గ, పొ గలు లేదా స్ా్పర్్క లు ఉంటాయ్. ఆర్్క చ్యట్యటె
ఉండే షీల్్డింగ్ గాయుస్ పారద్ర్శకంగా ఉంటుంది కన్యక , వెల్డిర్ వెల్్డింగ్ ఆక్ీస్ - ఎసిటిల్న్ వెల్్డింగ్ ప్్రక్్రరియ
న్య స్యలభ్ంగా గమ్నించగలడు. ఆక్ీస్ ఎసిటిల్న్ వెల్్డింగ్ లో, తటసథి జావాల క్ొరకు మ్ంట ఉష్్ల్ణ గరిత
3500 0 C మించద్్య, మ్ర్ియు మ్ంటలో తకు్కవ ఉష్్ణ ఇన్
ఆర్్క ట�ంప్ర్ేచర్ 60000C వరకు ఉంటుంది మ్ర్ియు అంద్్యవలలో ప్ుట్ వెల్్డి జాయ్ంట్ క్ొరకు విస్తృతమెైన సనానిహాలన్య క్ోరుతుంది,
వెల్్డింగ్ హీట్ చాలా ఎకు్కవగా ఉంటుంది, ఇరుక్ెైన సనానిహాలతో అంద్్యవలలో ప్టద్్ద మొత్తంలో ఫ్ిలలోర్ వెైర్ యొక్క
వెల్్డింగ్ చేయడం స్ాధయుప్డుతుంది , అంటే మ్ర్ింత చౌకగా మ్ర్ియు నెమ్్మదిగా వెల్్డింగ్ వేగం.
ఉప్యోగించడం. ఆక్్రస్-ఎసిటిల్న్ వెల్్డింగ్ లో ఉష్్ణ వనరు ఆక్్రస్జన్ లో ఎసిటిల్న్
ఫ్ిలలోర్ వెైర్ మ్ర్ియు అధిక వెల్్డింగ్ వేగం. న్య క్ాలచుడం దావార్ా మ్ాత్రమే ఉంటుంది, అంద్్యవలలో ఆక్్రస్జన్
ఎలలోప్ు్పడూ వేడి వెల్్డి లోహానిని తాకడానిక్్ర అవక్ాశం ఉంటుంది,
ఆర్ాగె న్, హీల్యం వాయువులు ప్ూర్ి్తగా జడమెైనవి మ్ర్ియు అంద్్యవలలో వెల్్డి ప్ూల్ ఆక్ీస్కరణం మ్ర్ియు విడుద్ల చేయబడిన
క్్రరియాశీలం క్ానివి. ఈ ప్్రక్్రరియ దావార్ా చేసే వెల్్డింగ్ ఎలలోప్ు్పడూ క్ారబున్-మోనాక్ెైస్డ్ దావార్ా ఆక్ెైస్డ్ లోపాలు లేదా ప్ల ర్్లసిటీ.
శుభ్్రంగా మ్ర్ియు ఎటువంటి ఆక్ీస్కరణ లేకుండా ఉంటుంది. ఇది ఆక్ీస్-ఫ్ూయుయల్ క్ాబటిటె, ఫ్ిలలోర్ ర్ాడ్ తో పాటు తకు్కవ
ద్్రవీభ్వన ప్్రవాహం ఉననిప్ు్పడు మ్ాత్రమే ర్ియాక్్రటెవ్ ప్దార్ాథి లన్య
వెల్్డింగ్ చేయవచ్యచు. ఇది 100% లోప్ం లేని వెల్్డింగ్ డిపాజిటలోన్య
ర్ియాక్్రటెవ్ మెటీర్ియల్స్ ని జాయ్న్ చేయడం/వెల్్డింగ్ చేయడం క్ొరకు నిర్ాధి ర్ించద్్య.
అన్యకూలత అద్్యభుతమెైనది.
CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - రివెైస్్డి 2022) - అభ్్యయాసం 1.9.78 కోసం సంబంధించిన సిద్్ధ ధా ంతం 277