
Page 268 - Sheet Metal Worker -TT- TELUGU
P. 268
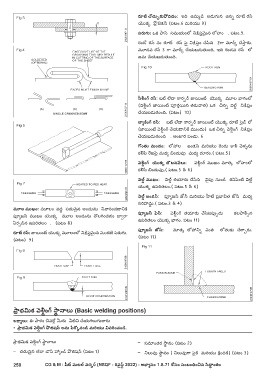
ర్ూట్ చ్కచు్చకుప్ో వడం: ఇది ఉమమిడి అడుగున ఉనని రూట్ రన్
యొక్క ప్ర్ర జెక్షన్ (పటం.6 మర్ియు 9)
పర్ుగు: ఒక పాస్ సమయంలో నిక్ిపతుమెైన లోహం . పటం.9.
ర్ెండో రన్ ను రూట్ రన్ ప�ై నిక్ిపతుం చేస్ిన 2గా మార్్క చేసాతు రు.
మూడవ రన్ 3 గా మార్్క చేయబడుత్ుంది, ఇది ర్ెండవ రన్ లో
జమ చేయబడుత్ుంది.
సీల్ంగ్ ర్న్: బట్ లేదా కారనిర్ జాయింట్ యొక్క మూల భాగంలో
(వెల్్డింగ్ జాయింట్ ప్యరతుయిన త్రువాత్) ఒక చినని వెల్్డి నిక్ిపతుం
చేయబడుత్ుంది. (పటం) 10)
బ్యయాకింగ్ ర్న్: బట్ లేదా కారనిర్ జాయింట్ యొక్క రూట్ స్�ైడ్ లో
(జాయింట్ వెల్్డింగ్ చేయడానికి ముంద్ు) ఒక చినని వెల్్డింగ్ నిక్ిపతుం
చేయబడుత్ుంది . అంజూర పండు. 6
గ్కంతు మంద్ం: లోహాల జంక్షన్ మర్ియు ర్ెండు కాల్ వేళ్ళను
కల్పే ర్్చఖ్ప�ై మధయూ బింద్ువు మధయూ ద్్కరం.( పటం.5)
వెల్్డింగ్ యొక్క బొ టనవేలు: వెల్్డింగ్ ముఖ్ం మాత్ృ లోహంలో
కల్స్ే బింద్ువు.( పటం.5 & 6)
వెల్్డి ముఖం: వెల్్డి త్యారు చేస్ిన వెైపు నుండి కనిపించే వెల్్డి
యొక్క ఉపర్ిత్లం.( పటం.5 & 6)
వెల్్డి జంక్షన్: ఫ్్యయూజన్ జోన్ మర్ియు హీట్ ప్రభావిత్ జోన్ మధయూ
సర్ిహద్ు్ద .( పటం.3 & 4)
మూల ముఖం: మూలం వద్్ద పద్ునెైన అంచ్ును నివార్ించ్డానికి
ఫ్్యయాజన్ ఫేస్: వెల్్డింగ్ త్యారు చేస్ేటపుపాడు కలపాల్్సన
ఫ్్యయూజన్ ముఖ్ం యొక్క మూల అంచ్ును తొలగించ్డం దావార్ా
ఉపర్ిత్లం యొక్క భాగం. పటం 11)
ఏరపాడిన ఉపర్ిత్లం . (పటం 8)
ఫ్్యయాజన్ జోన్: మాత్ృ లోహానిని ఎంత్ లోత్ుకు చేర్ాచురు.
ర్ూట్ ర్న్: జాయింట్ యొక్క మూలంలో నిక్ిపతుమెైన మొద్టి పరుగు.
(పటం 11)
(పటం) 9)
ప్ా్ర థమిక వెల్్డింగ్ సా థా న్ధలు (Basic welding positions)
లక్ష్యాలు: ఈ పాఠం చివర్్లలో మీరు వీటిని చేయగలుగుతారు
• ప్ా్ర థమిక వెల్్డింగ్ ప్ొ జిష్న్ లను పేర్క్కనండి మరియు వివరించండి.
పా్ర థమిక వెల్్డింగ్ సాథా నాలు – సమాంత్ర సాథా నం (పటం 2)
– చ్ద్ునెైన లేదా డౌన్ హాయూండ్ ప్ర జిషన్ (పటం 1) – నిలువు సాథా నం ( నిలువుగా ప�ైకి మర్ియు కి్రందికి) (పటం 3)
250 CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - రివెైస్్డి 2022) - అభ్్యయాసం 1.8.71 కోసం సంబంధించిన సిద్్ధ ధా ంతం