
Page 169 - Fitter 1st Year TT
P. 169
ఫో లిడ్ంగ్ మరియు జాయినింగ్ అలవై�నుస్లు (Folding and joining allowances)
లక్ష్యాలు :ఈప్ాఠింముగిింప్్పలోమీరునేరుచుక్ోగ్లరు
• షీట్ మెటల్ క్్యరయాకలాప్యలలో అలవై�నుస్లను అంద్ించ్ధలిస్న అవసర్యని్న తెలియజేయబడుతుంద్ి
• గూ ్ర వ్డ్ తో క్యడషిన జాయింట లు క్ోసం అలవై�నుస్లను లెక్్రక్ంచండషి
• డొవై�ట్చైల్ జాయింట్ క్ోసం అలవై�నుస్లను లెక్్రక్ంచండషి
• పేన్ డౌన్ మరియు నై్ధక్ అప్ జాయింట్ ల క్ోసం అలవై�నుస్లను లెక్్రక్ంచండషి.
జాయిింట్లేదాఅతుకులుతయ్లరుచేస్లటప్్పపుడుసీ్వయస్తరక్ిత,
అించ్తలు మరియు అతుకుల తయ్లరీక్్ర మెటీరియల్ అిందిించడిం
అవసరిం,అద్నప్్పమెటీరియల్అలవెన్తస్లన్తఅింటారు.
సీ్వయస్తరక్ితజాయిింట్లేదాఅతుకులుతయ్లరుచేస్లటప్్పపుడు,
అించ్తలు మరియు అతుకుల తయ్లరీక్్ర ప్దారాథి న్్న అిందిించడిం
అవసరిం,అద్నప్్పప్దారాథి న్్నఅలవెన్తస్లన్తఅింటారు. డబ్ుల్ గ్ూ రి వ్డ్ సీమ్/జాయిింట్ క్ోసిం ప్ూరితు భ్తయాిం మడతప్�టిటున
అించ్తవెడలుపుకింటేనాలుగ్ుర�ట్టలా మరియుమెటల్మింద్ింకింటే
సీ్వయస్తరక్ితజాయిింట్లేదాఅతుకులుతయ్లరుచేస్లటప్్పపుడు,
నాలుగ్ుర�ట్టలా ఉింట్టింది.
అించ్తలు మరియు అతుకుల తయ్లరీక్్ర మెటీరియల్ అిందిించడిం
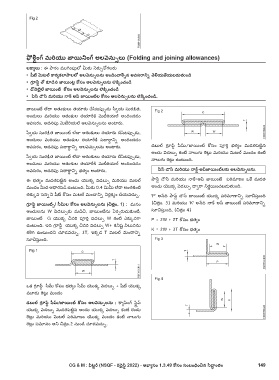
అవసరిం,అద్నప్్పప్దారాథి న్్నభ్తయాింఅింటారు. పేన్ డౌన్ మరియు నై్ధక్డ్-అప్ జాయింట్ లకు అలవై�నుస్లను.
ఈ భ్తయాిం మడతప్�టిటున అించ్త యొకక్ వెడలుపు మరియు మెటల్ ప్ాన్డ్డౌన్మరియునాక్-అప్జాయిింట్ప్రిమ్లణింఒక్ేమడత
మింద్ింమీద్ఆధారప్డిఉింట్టింది.మీరు0.4మిమీలేదాఅింతకింటే అించ్తయొకక్వెడలుపుదా్వరాన్ర్ణయిించబ్డుతుింది.
తకుక్వసన్నన్షీట్క్ోసింమెటల్మిందాన్్నన్రలాక్యాించేయవచ్తచు. ‘P’అనేదిప్ాన్డ్డౌన్జాయిింట్యొకక్ప్రిమ్లణాన్్నసూచిస్తతు ింది
గూ ్ర వ్డ్ జాయింట్స్/ సీమ్ ల క్ోసం అలవై�నుస్లను (చిత్రం. 1) :మనిం (చితరాిం.3)మరియు‘K’అనేదినాక్అప్జాయిింట్ప్రిమ్లణాన్్న
అించ్తలన్త W వెడలుపుకు మడిచి, జాయిింట్న్త ఏరపురుచ్తకుింటే, సూచిస్తతు ింది.(చితరాిం4)
జాయిింట్ G యొకక్ చివరి ప్ూరితు వెడలుపు W కింటే ఎకుక్వగా P=2W+2Tక్ోసింభ్తయాిం
ఉింట్టింది.ఇదిగ్ూ రి వ్డ్యొకక్చివరివెడలుపుW+కన్షటువిలువన్త
K=2W+3Tక్ోసింభ్తయాిం
కలిగి ఉింట్టింద్న్ చూడవచ్తచు. 3T, ఇకక్డ T మెటల్ మిందాన్్న
సూచిస్తతు ింది.
ఒకగ్ూ రి వ్డ్సీమ్క్ోసింభ్తయాింసీమ్యొకక్వెడలుపు+షీట్యొకక్
మూడుర�ట్టలా మింద్ిం
డబుల్ గూ ్ర వ్డ్ సీమ్/జాయింట్ క్ోసం అలవై�నుస్లను : క్ాయాప్ిింగ్ సిటురిప్
యొకక్వెడలుపుమడతప్�టిటునఅించ్తయొకక్వెడలుపుకింటేర�ిండు
ర�ట్టలా మరియు మెటల్ ప్రిమ్లణిం యొకక్ మింద్ిం కింటే నాలుగ్ు
ర�ట్టలా సమ్లనింఅన్చితరాిం.2న్తిండిచూడవచ్తచు.
CG & M : ఫిట్టర్ (NSQF - రివై�ైస్డ్ 2022) - అభ్్యయాసం 1.3.49 క్ోసం సంబంధించిన సిద్్ధ ధా ంతం 149