
Page 315 - Content.pmd
P. 315
£_õ & Gm (CG & M) T«t£ 1.5.72 - 73 dLô] ùRôPo× LÚj§Vp
@©hPo (Fitter) þ Õû[«ÓRp (Drilling)
h¬p Ïû\TôÓLs þ LôWQeLs Utßm ¾oÜLs h¬p≠u YûLLs (Drill
troubles - Causes & remedy Drill kinds)
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• Õû[«Óm úTôÕ Es[ ùTôÕYô] Ïû\TôÓLû[d áßRp
• Ïû\TôÓLÞdLô] LôWQeLû[ AûPVô[e LôQp
• JqùYôÚ YûL ûP TVû]Ùm á\p
• JqùYôÚ YûL ûP vPôd ùTVûWd á\p.
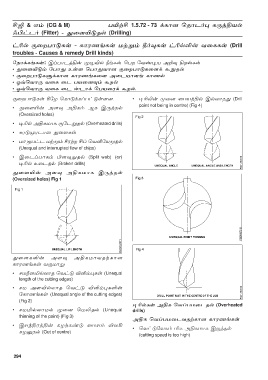
Ïû\TôÓLs ¸úZ ùLôÓdLlThÓs[]. • ¥¬Xõu Øû] ûUVj§p CpXôRÕ (Drill
point not being in centre) (Fig 4)
• Õû[«u A[Ü A§Lm BL CÚjRp
(Oversized holes)
• ¥¬p A§LUôL ãúPßRp (Overheated drills)
• LWÓØWPô] Õû[Ls
• UôßThP Utßm ºWt\ £l ùY°úVßRp
(Unequal and interrupted flow of chips)
• CûPlTôLm ©[ÜßRp (Split web) (or)
¥¬p EûPRp (Broken drills)
Õû[«u A[Ü A§LUôL CÚjRp
(Oversized holes) Fig 1
Õû[L°u A[Ü A§LUôYRtLô]
LôWQeLs YÚUôß
• NU¿[ªpXôR ùYhÓ ®°m×Ls (Unequal
length of the cutting edges)
• NU A[®pXôR ùYhÓ ®°m×L°u
úLôQeLs (Unequal angle of the cutting edges)
(Fig 2)
¥¬pLs A§L ùYlTUûPRp (Overheated
• NUªpXôUp Øû] ùUXõRp (Unequal drills)
thinning of the point) (Fig 3)
A§L ùYlTUûPYRtLô] LôWQeLs
• CVk§Wj§u ÑZtLiÓ ûUVm ®X¡ • ùYhÓúYLm ªL A§LUôL CÚjRp
ÑZÛRp (Out of centre)
(cutting speed is too high)
294