
Page 266 - Content.pmd
P. 266
ùYp¥e LWuh (Welding current)
GXdhWôÓLs ¸rdϱjRYôß ETúVôLl
TÓjÕmT¥d ¡ûPd¡u\].
– A.C Utßm D.C (úSo (A) G§oj§ûN
ùTôXô¬h¥)
– A.C Utßm D.C (CWiÓm.)
CÚdLd á¥V ùYp¥e ùUμàdÏj RÏkR
Yôß GXdhWôûPj úRokùRÓdLÜm.
EtTj§ ùNVp§\u (Production efficiency)
BRôW EúXôLj§u L]jûR ®P A§LUô]
®hPØûPV GXdhWôûP GlùTôÝÕm EtTj§ NôokR úYûXLs ùNnÙm ùTôÝÕ
TVuTÓjRd áPôÕ. GXdhWô¥u T¥Ü ÅRm Ød¡V Uô]RôÏm.
BLúY EtTj§ úYûXLÞdÏ AVou TÜPo
CûQl©u Y¥YûUl× Utßm GXdhWôÓLû[j úRokùRÓdLÜm.
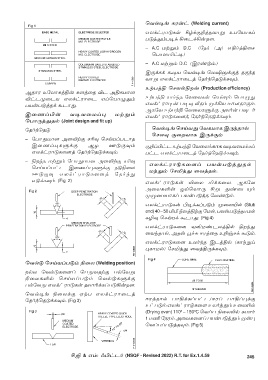
ùTôÚjÕRp (Joint design and fit up)
úRokùRÓ ùYp¥e ùNnYÕ úYLUôL CÚkRôp
ùNXÜ Ïû\YôL CÚdÏm
– úTôÕUô] A[®tÏ N¬Ü ùNnVlTPôR
CûQl×LÞdÏ BZ FÓÚÜm ϱl©hP EtTj§ úYûXdLôL Y¥YûUdLl
GXdhWôÓLû[j úRokùRÓdLÜm. ThP GXdhWôûPj úRokùRÓdLÜm.
– §\kR Utßm úTôÕUô] A[®tÏ N¬Ü
GXdhWôÓLû[l TVuTÓjÕRp
ùNnVlThP CûQl×LÞdÏ SÓ¨ûX
Utßm úNªjÕ ûYjRp.
FÓÚÜ GXdhWôÓLû[j úRokÕ
GÓdLÜm. (Fig 2) GXdhWôÓLs ®ûX ªdLûY. BLúY
AûYL°u JqùYôÚ £ß ÕiûPÙm
ØÝûUVôLl TVuTÓjR úYiÓm.
GXdhWôÓLs ©¥dLlTÓm Øû]«p (Stub
end) 40 – 50 ªÁ ¿[j§tÏ úUp, TVuTÓjRôUp
L¯Ü ùNnVd áPôÕ. (Fig 4)
GXdhWôÓLû[ Y°UiPXj§p §\kÕ
ûYjRôp, ARu éfÑ DWjûR E±gNd áÓm.
GXdhWôÓLû[ EXokR CPj§p (Lôtßl
×LôUp) úNªjÕ ûYj§ÚdLÜm.
ùYpÓ ùNnVlTÓm ¨ûX (Welding position)
SpX ùYpÓLû[l ùTßYRtÏ TpúYß
¨ûXL°p ùNnVlTÓm ùYpÓLÞdÏ
TpúYß GXdhWôÓLs RVô¬dLlTÓ¡u\].
ùYp¥e ¨ûXdÏ HtT GXdhWôûPj
úRokùRÓdLÜm. (Fig 3) DWjRôp Tô§dLlThP/DWl Tô§l×dÏ
EhTÓm GXdhWôÓLû[ EXojÕm EûX«p
0
(Drying oven) 110 – 150 C ùYlT ¨ûX«p ÑUôo
0
1 U¦ úSWm AûYLû[l TVuTÓjÕm Øu×
ùYlTlTÓjRÜm. (Fig 5)
£_õ & Gm: @©hPo (NSQF - Revised 2022) R.T. for Ex.1.4.59 245