
Page 265 - Content.pmd
P. 265
£_õ & Gm (CG & M) T«t£ 1.4.59 dLô] ùRôPo×d LÚj§Vp
@©hPo (Fitter) - ùYp¥e (Welding)
Bod ùYp¥e ùUμ²u A[ÜL°u AûUl× (Setting up parameter for arc
welding machine)
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• RLh¥u L]j§túLtT GXdWô¥û] úRoÜ ùNnÕ ªuú]ôhP A[®û] AûUjÕ
ùNnRp.
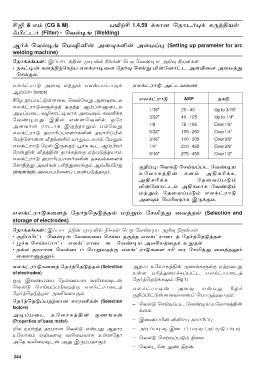
GXdhWôÓ A[Ü Utßm TVuTôPôÏm GXdhWôÓ AhPYûQ
Bmlv (amps)
¸úZ RWlThÓs[ûY, ùYqúYß A[ÜûPV GXdhWôÓ AMP RLÓ
GXdhWôÓLÞdÏj RÏkR BmlvàûPV 1/16" 20 - 40 Up to 3/16"
A¥lTûP Y¯Lôh¥VôL AûUÙm. LY²dL
3/32" 40 - 125 Up to 1/4"
úYi¥VÕ C§p Gu]ùY²p JúW
1/8 75 - 185 Over 1/8"
A[Yô] WôPôL CÚkRôÛm TpúYß
GXdhWôÓ RVô¬lTô[oL°u RVô¬l©p 5/32" 105 - 250 Over 1/4"
úUtùNôu] ÅReL°p UôßTPXôm. úUÛm 3/16" 140 - 305 Over 3/8"
GXdhWôÓ úUp CÚdÏm éfÑ áP Bm©Vo 1/4" 210 - 430 Over 3/8"
úWu_õu ÅRj§u RôdLjûR HtTÓjRXôm. 5/16" 275 - 450 Over 1/2"
GXdhWôÓ RVô¬lTô[oL°u RLYpLû[d
úNô§jÕ AYoLs T¬kÕûWdÏm Bm©VúW_ó ϱl×: ùYpÓ ùNnVlTP úYi¥V
(amperage) AûUl©û]l TVuTÓjRÜm. EúXôLj§u L]m A§L¬dL,
A§L¬dL úRûYlTÓm
ªuú]ôhPm A§LUôL úYiÓm
Utßm úRûYlTÓm GXdhWôÓ
A[Üm ùT¬VRôL CÚdÏm.
GXdhWôÓLû[j úRokùRÓjRp Utßm úNªjÕ ûYjRp (Selection and
storage of electrodes)
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• ϱl©hP ùYp¥e úYûXûV ùNnV RÏkR GXdhWôûPj úRokùRÓjRp
• éfÑ ùNnVlThP GXdhWôûP ÑP úYi¥V AY£VjûRd áßRp
• SpX RWUô] ùYpûPl ùTßYRtÏ GXdhWôÓLû[ N¬ YW úNªjÕ ûYjRÛm
ûLVôÞRÛm.
GXdhWôÓLû[j úRokùRÓjRp (Selection BRôW EúXôLj§u ÏQeLÞdÏ Ht\Yôß
of electrodes) Es[ T¬kÕûWdLlThP GXdhWôûPj
JÚ CûQlûT úRûYVô] YXõûUÙPu úRokùRÓdLÜm. (Fig 1)
ùYpÓ ùNnVlTÓYRtÏ GXdhWôûPj GXdhWô¥u A[Ü GuTÕ ¸rd
úRokùRÓjRp AY£VUôÏm. ϱl©hÓs[ûYLû[l ùTôÚjRRôÏm.
úRokùRÓlTRtLô] LôW¦Ls (Selection
factors) – ùYpÓ ùNnVlTP úYi¥V EúXôLj§u
L]m
A¥lTûP EúXôLj§u ÏQeLs
(Properties of base metal) – CûQl©u ®°m× RVô¬l×
ªL EVokR RWUô] ùYpÓ GuTÕ BRôW – A¥lT¥Ü, CûPl T¥Ü (A) êÓ T¥Ü
EúXôLm GqY[Ü YXõûUVôL Es[úRô
– ùYpÓ ùNnVlTÓm ¨ûX
AúR YXõûUÙPu AÕ CÚlTRôÏm.
– ùYpP¬u Öi §\u
244