
Page 245 - Content.pmd
P. 245
ùYpÓ®û] úNô§jRp (Inspection of the • úRôt\m ùUuûUVôL Utßm £t\ûX
weld) úTôp (¬l©pLs) CÚdL úYiÓm.
ùYph A¥jR CPj§XõÚkÕ LNûP ¿dLÜm • ùYp¥u ØLm úXNô] Ï®VôL CÚdL
ùYp¥u RuûUûV A±V ©uYÚY]Ytû\ úYiÓm.
úNô§jRp. (Fig 4)
• ùYpÓL°u ®°m× SpX EÚ¡ CÚdL
úYiÓm. Ju±u ÁÕ Ju±pXôÕ Utßm
ϯùYhÓ CpXôÕm CÚdL úYiÓm.
• BWmTm Utßm ¨ßjRm ×s°L°p SuÏ
FÓÚ® EVo Øû]Ls CpXôUp CÚdL
úYiÓm.
• ùYp¥u úYo Utßm RLÓ úUtTWl× SpX
EÚÏRp Utßm FÓÚYp ùLôi¥ÚdL
úYiÓm.
• Tt\ûYjR @À¥u ALXm Utßm EVWm • RL¥u úUtTWl× çYpL°pXôUp
ºWôL CÚdL úYiÓm. CÚdL úYiÓm.
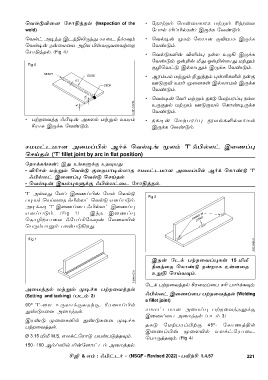
NUUhPUô] AûUl©p Bod ùYp¥e êXm 'T' @©pXh CûQl×
ùNnRp (‘T’ fillet joint by arc in flat position)
úSôdLeLs: CÕ EeLÞdÏ ERÜYÕ
• ®¬Np Utßm ùYpÓ Ïû\Tô¥pXôR NUUhPUô] AûUl©p Bod ùLôiÓ 'T'
@©pXh CûQl× ùYpÓ ùNnRp
• ùYp¥u CVp×LÞdÏ @©pXhûP úNô§jRp.
'T' ApXÕ úXl CûQl©u úUp ùYpÓ
T¥Vf ùNnYûR @©pXh ùYpÓ G]lTÓm.
A¥dL¥ 'T' CûQlûT @©pXh CûQl×
G]lTÓm. (Fig 1) CkR CûQl×
ùRô¯tNôûX @úTl¬úL`u úYûX«p
ùTÚmTôÛm TVuTÓ¡\Õ.
CRu úPd Tt\ûYl×Ls 15 ªÁ
¿[jûR ùLôiÓ Su\ôL Es[ûR
Eߧ ùNnVÜm.
úPd Tt\ûYjRp ºWûUlûT N¬ TôodLÜm.
AûUjRp Utßm Ø¥fÑ Tt\ûYjRp
@©pXh CûQlûT Tt\ûYjRp (Welding
(Setting and tacking) (TPm 2)
a fillet joint)
90º 'T'þûV EÚYôdÏYRtÏ, ºWûUl©p
NUUhPUô] AûUl× Tt\ûYjRÛdÏ
ÕiÓLû[ AûUjRp.
CûQlûT AûUjRp. (TPm 3)
CWiÓ Øû]L°p ÕiÓLû[ Ø¥fÑ
Tt\ûYjRp. RLÓ úUtTWl©tÏ 45ºþ úLôQj§p
CûQl©u êûX«p GXdhúWôûP
Ø 3.15 ªÁ M.S. GXdhúWôÓ TVuTÓjRÜm. ùTôÚjRÜm. (Fig 4)
150 - 160 Bml³p ªuú]ôhPm AûUjRp.
£´ & Gm : @©hPo - (NSQF - Revised 2022) - T«t£ 1.4.57 221