
Page 244 - Content.pmd
P. 244
§\u Y¬ûN (Skill sequence)
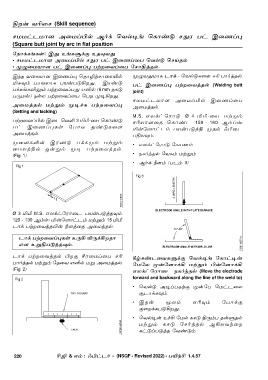
NUUhPUô] AûUl©p Bod ùYp¥e ùLôiÓ NÕW Th CûQl×
(Square butt joint by arc in flat position
úSôdLeLs: CÕ EeLÞdÏ ERÜYÕ
• NUUhPUô] AûUl©p NÕW Th CûQlûT ùYpÓ ùNnRp
• ØÝûUVô] Th CûQl× Tt\ûYlûT úNô§jRp.
CkR YûLVô] CûQl× ùRô¯tNôûX«p ØÝYÕUôL Pôd þ ùYpÓLû[ N¬ TôojRp.
ªLÜm TWYXôL TVuTÓ¡\Õ. CWiÓ
Th CûQl× Tt\ûYjRp (Welding butt
TdLeL°Ûm Tt\ûYlTÕ G²p (6 mm RLÓ
joint)
TÚUu) SpX Tt\ûYlûT ùT\ Ø¥¡\Õ.
NUUhPUô] AûUl©p CûQlûT
AûUjRp Utßm Ø¥fÑ Tt\ûYl× AûUjRp.
(Setting and tacking)
M.S. GXdhúWôÓ Ø 4 ªÁþûV Utßm
Tt\ûYl©p CûPùY° 3 ªÁþûV ùLôiÓ
N¬Vô]ûR ùLôiP 150 - 160 Bmlv
Th CûQl×Ls úTôX ÕiÓLû[ ªuú]ôhPm TVuTÓj§ ØRp @ÀûP
AûUjRp.
T§VÜm.
Øû]L°u CWiÓ TdLØm Utßm
• GXdhúWôÓ úLôQm
ûUVj§p Jußm ê¥ Tt\ûYjRp.
• SLojRp úYLm Utßm
(Fig 1)
• Bod ¿[m (TPm 3)
Ø 3 ªÁ M.S. GXdhúWôûP TVuTÓjRÜm.
120 þ 130 Bmv ªuú]ôhPm Utßm 15 ªÁ
Pôd Tt\ûYjRXõu ¿[jûR AûUjRp.
Pôd Tt\ûYl×Ls EÚ¡ «Úd¡\Rô
G] EߧTÓjRÜm.
Pôd Tt\ûYjRp ©\Ï ºWûUlûT N¬ ¸rLiPûYLÞdÏ ùYp¥e úLôh¥u
TôojRp Utßm úRûY G²p Uß AûUjRp.
úUúX Øuú]ôd¡ Utßm ©uú]ôd¡
(Fig 2) GXdhúWôûP SLojRp (Move the electrode
forward and backward along the line of the weld to)
• ùYpÓ A¥lTRtÏ ØuúT ùUhPûX
ãPôdLÜm.
• CRu êXm G¬Ùm úTôdÏ
Ïû\dLTÓ¡\Õ.
• ùYp¥u Ef£ úUp LNÓ §ÚmT RsÞRp
Utßm LNÓ úNojRp B¡VYtû\
LhÓlTÓjR úYiÓm.
220 £´ & Gm : @©hPo - (NSQF - Revised 2022) - T«t£ 1.4.57