
Page 213 - Welder - TT - Punjabi
P. 213
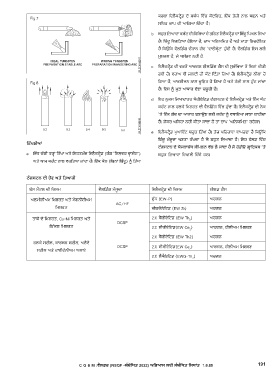
ਕਰਨਾ ਇਲੈਕਟ੍ਰਾੋਿ ਦੇ ਸਬੰਧ ਡਵੱਚ ਕੇਂਦਡਰਤ, ਇੱਕ ਤੇਜ਼ੀ ਨਾਲ ਬਣਨ ਅਤੇ
ਸਡਥਰ ਚਾਪ ਦੀ ਆਡਗਆ ਡਦੰਦਾ ਹੈ।
b ਬਹੁਤ ਡਜ਼ਆਦਾ ਕਰੰਟ ਦੀ ਡਕਡਰਆ ਦੇ ਤਡਹਤ ਇਲੈਕਟ੍ਰਾੋਿ ਦਾ ਡਬੰਦੂ ਡਪਘਲ ਡਗਆ
ਹੈ। ਡਬੰਦੂ ਡਵਗਡੜਆ ਹੋਇਆ ਹੈ, ਚਾਪ ਅਡਨਯਡਮਤ ਹੈ ਅਤੇ ਮਾੜਾ ਡਨਰਦੇਡਸ਼ਤ
ਹੈ ਡਕਉਂਡਕ ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਗੇਂਦ ‘ਵਾਈਬ੍ਰਾੇਟ’ ਹੁੰਦੀ ਹੈ। ਵੈਲਡਿੰਗ ਇਸ ਲਈ
ਮੁਸ਼ਕਲ ਹੈ, ਜੇ ਅਸੰਭਵ ਨਹੀਂ ਹੈ.
c ਇਲੈਕਟ੍ਰਾੋਿ ਦੀ ਵਰਤੋਂ ਆਰਗਨ ਸ਼ੀਲਡਿੰਗ ਗੈਸ ਦੀ ਸੁਰੱਡਿਆ ਤੋਂ ਡਬਨਾਂ ਕੀਤੀ
ਗਈ ਹੈ। ਵਹਾਅ ਵੀ ਜਲਦੀ ਹੀ ਕੱਟ ਡਦੱਤਾ ਡਗਆ ਹੈ। ਇਲੈਕਟ੍ਰਾੋਿ ਨੀਲਾ ਹੋ
ਡਗਆ ਹੈ, ਆਕਸੀਜਨ ਨਾਲ ਦੂਡਸ਼ਤ ਹੋ ਡਗਆ ਹੈ ਅਤੇ ਤੇਜ਼ੀ ਨਾਲ ਟੁੱਟ ਜਾਂਦਾ
ਹੈ। ਇਸ ਨੂੰ ਮੁੜ ਆਕਾਰ ਦੇਣਾ ਜ਼ਰੂਰੀ ਹੈ।
d ਇਹ ਨੁਕਸ ਡਜਆਦਾਤਰ ਥੋਰੀਏਡਟਿ ਟੰਗਸਟਨ ਦੇ ਇਲੈਕਟ੍ਰਾੋਿ ਅਤੇ ਇੱਕ ਘੱਟ
ਕਰੰਟ ਨਾਲ ਹਲਕੇ ਡਮਸ਼ਰਤ ਦੀ ਵੈਲਡਿੰਗ ਡਵੱਚ ਹੁੰਦਾ ਹੈ। ਇਲੈਕਟ੍ਰਾੋਿ ਦੀ ਨੋ ਕ
‘ਤੇ ਇੱਕ ਗੇਂਦ ਦਾ ਆਕਾਰ ਬਣਾਉਣ ਲਈ ਕਰੰਟ ਨੂੰ ਵਧਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ
ਹੈ। ਜੇਕਰ ਅਡਜਹਾ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਚਾਪ ‘ਅਡਨਯਡਮਤ’ ਰਹੇਗਾ।
e ਇਲੈਕਟ੍ਰਾੋਿ ਪੁਆਇੰਟ ਬਹੁਤ ਡਤੱਿਾ ਹੈ। ਤੇਜ਼ ਪਡਹਰਾਵਾ ਵਾਪਰਦਾ ਹੈ ਡਕਉਂਡਕ
ਡਬੰਦੂ ਮੌਜੂਦਾ ਘਣਤਾ ਰੱਿਦਾ ਹੈ ਜੋ ਬਹੁਤ ਡਜ਼ਆਦਾ ਹੈ। ਇਹ ਵੇਲਿ ਡਵੱਚ
ਭਟੱ ਪ੍ਣੀਆਂ
ਟੰਗਸਟਨ ਦੇ ਯੋਜਨਾਬੱਧ ਸੰਡਮਲਨ ਵੱਲ ਲੈ ਜਾਂਦਾ ਹੈ ਜੋ ਰੇਿੀਓ ਗ੍ਰਾਾਡਫਕਸ ‘ਤੇ
a ਇੱਕ ਚੰਗੀ ਤਰ੍ਹਾਾਂ ਡਤੱਿਾ ਅਤੇ ਡਸਹਤਮੰਦ ਇਲੈਕਟ੍ਰਾੋਿ (ਰੰਗ ‘ਡਸਲਵਰ ਵ੍ਹਾਾਈਟ’) ਬਹੁਤ ਡਜ਼ਆਦਾ ਡਦਿਾਈ ਡਦੰਦੇ ਹਨ।
ਅਤੇ ਆਮ ਕਰੰਟ ਨਾਲ ਵਰਡਤਆ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਕੋਨ (ਡਬਨਾਂ ਡਬੰਦੂ) ਨੂੰ ਡਤੱਿਾ
ਟੰ ਗਸਟਨ ਦੀ ਚ਼ੋਣ ਅਤੇ ਭਤਆਰੀ
ਬੇਸ ਮੈਟਲ ਦੀ ਡਕਸਮ ਵੈਲਡਿੰਗ ਮੌਜੂਦਾ ਇਲੈਕਟ੍ਰਾੋਿ ਦੀ ਡਕਸਮ ਸ਼ੀਲਿ ਗੈਸ
ਅਲਮੀਨੀਅਮ ਡਮਸ਼ਰਤ ਅਤੇ ਮੈਗਨੀਸ਼ੀਅਮ ਸ਼ੁੱਧ (EW-P) ਅਰਗਨ
AC/HF
ਡਮਸ਼ਰਤ ਜ਼ੀਰਕੋਨੇ ਡਟਿ (EW Zr) ਅਰਗਨ
ਤਾਂਬੇ ਦੇ ਡਮਸ਼ਰਤ, Cu-Ni ਡਮਸ਼ਰਤ ਅਤੇ 2% ਥੋਰੀਏਡਟਿ (EW Th ) ਅਰਗਨ
2
DCSP
ਡਨੱਕਲ ਡਮਸ਼ਰਤ 2% ਸੀਰੀਏਡਟਿ(EW Ce ) ਆਰਗਨ, ਹੀਲੀਅਮ ਡਮਸ਼ਰਣ
2
2% ਥੋਰੀਏਡਟਿ (EW Th2) ਅਰਗਨ
ਹਲਕੇ ਸਟੀਲ, ਕਾਰਬਨ ਸਟੀਲ, ਅਲ ੌ ਏ
DCSP 2% ਸੀਰੀਏਡਟਿ(EW Ce ) ਆਰਗਨ, ਹੀਲੀਅਮ ਡਮਸ਼ਰਣ
ਸਟੀਲ ਅਤੇ ਟਾਈਟੇਨੀਅਮ ਅਲਾਏ 2
2% ਲੈਂਥੈਨੇ ਡਟਿ (EWG-Th ) ਅਰਗਨ
2
191
C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.6.85