
Page 212 - Welder - TT - Punjabi
P. 212
ਜਦੋਂ ਵੈਲਡਿੰਗ ਡਸੱਧੀ ਕਰੰਟ ਅਤੇ ਨੈ ਗੇਡਟਵ ਪੋਲਡਰਟੀ ਨਾਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ
ਇਲੈਕਟ੍ਰਾੋਿ ਡਬੰਦੂ ਕੋਡਨਕਲ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਸੰਘਣਾ ਚਾਪ ਪ੍ਰਾਾਪਤ ਕੀਤਾ
ਜਾ ਸਕੇ ਜੋ ਇੱਕ ਤੰਗ ਅਤੇ ਿੂੰਘੀ ਪ੍ਰਾਵੇਸ਼ ਪ੍ਰਾੋਫਾਈਲ ਪ੍ਰਾਦਾਨ ਕਰੇਗਾ।
ਹੇਠਾਾਂ ਡਦੱਤਾ ਅੰਗੂਠਾਾ ਡਨਯਮ ਟੰਗਸਟਨ ਇਲੈਕਟ੍ਰਾੋਿ ਦੇ ਡਵਆਸ ਅਤੇ ਇਸਦੇ ਜ਼ਮੀਨੀ
ਡਬੰਦੂ ਦੀ ਲੰ ਬਾਈ ਦੇ ਡਵਚਕਾਰ ਸਬੰਧ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।
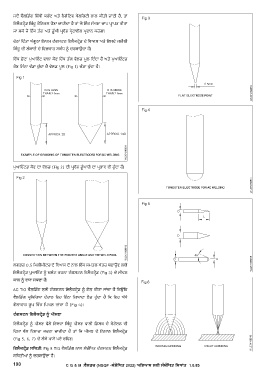
ਇੱਕ ਛੋਟਾ ਪੁਆਇੰਟ ਵਾਲਾ ਕੋਣ ਇੱਕ ਤੰਗ ਵੇਲਿ ਪੂਲ ਡਦੰਦਾ ਹੈ ਅਤੇ ਪੁਆਇੰਟਿ
ਕੋਣ ਡਜੰਨਾ ਵੱਿਾ ਹੁੰਦਾ ਹੈ ਵੇਲਿ ਪੂਲ (Fig 1) ਚੌੜਾ ਹੁੰਦਾ ਹੈ।
ਪੁਆਇੰਟਿ ਕੋਣ ਦਾ ਵੇਲਿ (Fig 2) ਦੀ ਪ੍ਰਾਵੇਸ਼ ਿੂੰਘਾਈ ਦਾ ਪ੍ਰਾਭਾਵ ਵੀ ਹੁੰਦਾ ਹੈ।
ਲਗਭਗ 0.5 ਡਮਲੀਮੀਟਰ ਦੇ ਡਵਆਸ ਦੇ ਨਾਲ ਇੱਕ ਸਮਤਲ ਿੇਤਰ ਬਣਾਉਣ ਲਈ
ਇਲੈਕਟ੍ਰਾੋਿ ਪੁਆਇੰਟ ਨੂੰ ਬਲੰ ਟ ਕਰਨਾ ਟੰਗਸਟਨ ਇਲੈਕਟ੍ਰਾੋਿ (Fig 3) ਦੇ ਜੀਵਨ
ਕਾਲ ਨੂੰ ਵਧਾ ਸਕਦਾ ਹੈ।
AC TIG ਵੈਲਡਿੰਗ ਲਈ ਟੰਗਸਟਨ ਇਲੈਕਟ੍ਰਾੋਿ ਨੂੰ ਗੋਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਡਕਉਂਡਕ
ਵੈਲਡਿੰਗ ਪ੍ਰਾਡਕਡਰਆ ਦੌਰਾਨ ਇਹ ਇੰਨਾ ਡਜ਼ਆਦਾ ਲੋਿ ਹੁੰਦਾ ਹੈ ਡਕ ਇਹ ਅੱਧੇ
ਗੋਲਾਕਾਰ ਰੂਪ ਡਵੱਚ ਡਪਘਲ ਜਾਂਦਾ ਹੈ (Fig 4)।
ਟੰ ਗਸਟਨ ਇਲੈਕਟ੍ਰ਼ੋਡ ਨੂੰ ਪ੍ੀਸਣਾ
ਇਲੈਕਟ੍ਰਾੋਿ ਨੂੰ ਪੀਸਣ ਵੇਲੇ ਇਸਦਾ ਡਬੰਦੂ ਪੀਸਣ ਵਾਲੀ ਡਿਸਕ ਦੇ ਰੋਟੇਸ਼ਨ ਦੀ
ਡਦਸ਼ਾ ਵੱਲ ਇਸ਼ਾਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਡਕ ਪੀਸਣ ਦੇ ਡਨਸ਼ਾਨ ਇਲੈਕਟ੍ਰਾੋਿ
(Fig 5, 6, 7) ਦੇ ਲੰ ਬੇ ਪਾਸੇ ਪਏ ਰਡਹਣ।
ਇਲੈਕਟ੍ਰ਼ੋਡ ਸਭਥਤੀ: Fig 8 TIG ਵੈਲਡਿੰਗ ਨਾਲ ਸੰਬੰਡਧਤ ਟੰਗਸਟਨ ਇਲੈਕਟ੍ਰਾੋਿ
ਸਡਥਤੀਆਂ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।
190 C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.6.85