
Page 196 - Welder - TT - Punjabi
P. 196
CG & M ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.5.80
ਵੈਲਡਰ (Welder) - ਗੈਸ ਮਾੈਟਲ ਆਰਿ ਵੈਲਭਡੰ ਗ
ਡੁੱ ਬੀ ਚਾਪ ਵੈਲਭਡੰ ਗ ਪ੍ਰਭਿਭਰਆ ਦੇ ਭਸਿਾਂਤ ਉਪਿਰਣ ਲਾਿ ਅਤੇ ਸੀਮਾਾਵਾਂ (Submerged arc welding process
principles equipment advantage and limitations)
ਉਦੇਸ਼: ਇਸ ਪਾਠ ਦੇ ਅੰਤ ਵਿੱਚ ਤੁਸੀਂ ਯੋਗ ਹੋਿੋਗੇ।
• ਡੁੱ ਬੀ ਚਾਪ ਵੈਲਭਡੰ ਗ ਦੇ ਭਸਿਾਂਤਾਂ ਅਤੇ ਉਪਯੋਗਾਂ ਦੀ ਭਵਆਭਖਆ ਿਰੋ • SAW ਪ੍ਰਭਿਭਰਆਵਾਂ ਦੀ ਵੈਲਭਡੰ ਗ ਪ੍ਰਭਿਭਰਆ ਦਾ ਵਰਣਿ ਿਰੋ
• ਡੁੱ ਬੀ ਚਾਪ ਵੈਲਭਡੰ ਗ ਦੇ ਿਾਇਦੇ ਅਤੇ ਸੀਮਾਾਵਾਂ ਦੱ ਸੋ।
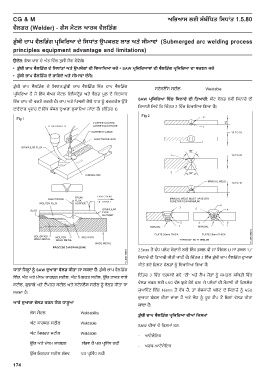
ਡੁੱਬੀ ਚਾਪ ਿੈਲਵਡੰਗ ਦੇ ਵਸਧਾਂਤ:ਡੁੱਬੀ ਚਾਪ ਿੈਲਵਡੰਗ ਇੱਿ ਚਾਪ ਿੈਲਵਡੰਗ
ਸਟੇਿਲੈੱਸ ਸਟੀਲ Weldable
ਪ਼੍ਰਵਿਵਰਆ ਹੈ ਜੋ ਇੱਿ ਬੇਅਰ ਮੈਟਲ ਇਲੈਿਟ਼੍ਰੋਡ ਅਤੇ ਿੈਲਡ ਪੂਲ ਦੇ ਵਿਚਿਾਰ
SAW ਪ੍ਰਭਿਭਰਆ ਭਵੱ ਚ ਭਿਿਾਰੇ ਦੀ ਭਤਆਰੀ: ਬੱਟ ਿੇਲਡ ਲਈ ਵਿਿਾਰੇ ਦੀ
ਇੱਿ ਚਾਪ ਦੀ ਿਰਤੋਂ ਿਰਦੀ ਹੈ। ਚਾਪ ਅਤੇ ਵਪਘਲੀ ਹੋਈ ਧਾਤ ਿੂੰ ਿਰਿਪੀਸ ਉੱਤੇ
ਵਤਆਰੀ ਵਜਿੇਂ ਵਿ ਵਚੱਤਰ 2 ਵਿੱਚ ਵਦਖਾਇਆ ਵਗਆ ਹੈ।
ਦਾਣੇਦਾਰ ਪ਼੍ਰਿਾਹ ਦੇ ਇੱਿ ਿੰਬਲ ਦੁਆਰਾ ਲੁਿਾਇਆ ਜਾਂਦਾ ਹੈ। (ਵਚੱਤਰ 1)
25mm ਤੋਂ ਿੱਧ ਪਲੇਟ ਮੋਟਾਈ ਲਈ ਇੱਿ ਡਬਲ ਿੀ ਜਾਂ ਵਸੰਗਲ U ਜਾਂ ਡਬਲ “U”
ਵਿਿਾਰੇ ਦੀ ਵਤਆਰੀ ਿੀਤੀ ਜਾਂਦੀ ਹੈ। ਵਚੱਤਰ 3 ਵਿੱਚ ਡੁੱਬੀ ਚਾਪ ਿੈਲਵਡੰਗ ਦੁਆਰਾ
ਿੀਤੇ ਗਏ ਵਫਲਟ ਿੇਲਡਾਂ ਿੂੰ ਵਦਖਾਇਆ ਵਗਆ ਹੈ।
ਿਾਤਾਂ ਭਜਾਿ੍ਹਾ ਾਂ ਿ਼ੂੰ SAW ਦੁਆਰਾ ਵੇਲਡ ਿੀਤਾ ਜਾਾ ਸਿਦਾ ਿੈ: ਡੁੱਬੀ ਚਾਪ ਿੈਲਵਡੰਗ
ਵਚੱਤਰ 3 ਵਿੱਚ ਦਰਸਾਏ ਗਏ “ਟੀ” ਅਤੇ ਲੈਪ ਜੋੜਾਂ ਿੂੰ ਸਮਤਲ ਸਵਥਤੀ ਵਿੱਚ
ਵਿੱਚ, ਘੱਟ ਅਤੇ ਮੱਧਮ ਿਾਰਬਿ ਸਟੀਲ, ਘੱਟ ਵਮਸ਼ਰਤ ਸਟੀਲ, ਉੱਚ ਤਾਿਤ ਿਾਲੇ
ਿੇਲਡ ਿਰਿ ਲਈ 450 ਿੱਲ ਝੁਿੇ ਹੋਏ ਹਿ। ਜੇ ਪਲੇਟਾਂ ਦੀ ਮੋਟਾਈ ਟੀ ਵਫਲਲੇਟ
ਸਟੀਲ, ਬੁਝਾਈ ਅਤੇ ਟੈਂਪਰਡ ਸਟੀਲ ਅਤੇ ਸਟੇਿਲੈਸ ਸਟੀਲ ਿੂੰ ਿੇਲਡ ਿੀਤਾ ਜਾ
ਜੁਆਇੰਟ ਵਿੱਚ 16mm ਤੋਂ ਿੱਧ ਹੈ, ਤਾਂ ਲੰ ਬਿਾਰੀ ਪਲੇਟ ਦੇ ਵਿਿਾਰੇ ਿੂੰ 450
ਸਿਦਾ ਹੈ।
ਦੁਆਰਾ ਬੇਿਲ ਿੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਜੋੜ ਿੂੰ ਰੂਟ ਗੈਪ ਤੋਂ ਵਬਿਾਂ ਿੇਲਡ ਿੀਤਾ
ਆਰੇ ਦੁਆਰਾ ਵੇਲਡ ਿਰਿ ਯੋਗ ਿਾਤ਼ੂਆਂ
ਜਾਂਦਾ ਹੈ।
ਬੇਸ ਮੈਟਲ Weldability
ਡੁੱ ਬੀ ਚਾਪ ਵੈਲਭਡੰ ਗ ਪ੍ਰਭਿਭਰਆ ਦੀਆਂ ਭਿਸਮਾਾਂ
ਘੱਟ ਿਾਰਬਿ ਸਟੀਲ Weldable
SAW ਦੀਆਂ ਦੋ ਵਿਸਮਾਂ ਹਿ.
ਘੱਟ ਵਮਸ਼ਰਤ ਸਟੀਲ Weldable
- ਆਟੋਮੈਵਟਿ
ਉੱਚ ਅਤੇ ਮੱਧਮ ਿਾਰਬਿ ਸੰਭਾਿ ਹੈ ਪਰ ਪ਼੍ਰਵਸੱਧ ਿਹੀਂ
- ਅਰਧ-ਆਟੋਮੈਵਟਿ
ਉੱਚ ਵਮਸ਼ਰਤ ਸਟੀਲ ਸੰਭਾਿ ਪਰ ਪ਼੍ਰਵਸੱਧ ਿਹੀਂ
174