
Page 193 - Welder - TT - Punjabi
P. 193
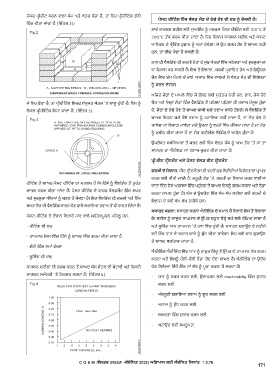
ਜੇਿਰ ਪ਼੍ਰੀਹੀਟ ਿਰਿ ਿਾਲਾ ਿੰਮ ਅਤੇ ਖੇਤਰ ਿੱਡਾ ਹੈ, ਤਾਂ ਇਹ ਪ਼੍ਰੀਹੀਵਟੰਗ ਭਾੱਠੀ
ਪੋਸਟ ਿੀਭਟੰ ਗ ਇੱ ਿ ਵੇਲਡ ਜਾੋੜ ਦੇ ਠੰ ਢੇ ਿੋਣ ਦੀ ਦਰ ਿ਼ੂੰ ਰੋਿਦੀ ਿੈ।
ਵਿੱਚ ਿੀਤਾ ਜਾਂਦਾ ਹੈ (ਵਚੱਤਰ 2)।
ਸਾਦੇ ਿਾਰਬਿ ਸਟੀਲ ਲਈ ਜੁਆਇੰਟ ਿੂੰ ਜਿਰਲ ਪੋਸਟ ਹੀਵਟੰਗ ਲਈ 100°C ਤੋਂ
300°C ਤੱਿ ਗਰਮ ਿੀਤਾ ਜਾਂਦਾ ਹੈ। ਇਹ ਇਲਾਜ ਿਾਰਬਿ ਸਟੀਲ ਅਤੇ ਿਾਸਟ
ਆਇਰਿ ਦੇ ਿ਼੍ਰੈਵਿੰਗ ਰੁਝਾਿ ਿੂੰ ਘਟਾ ਦੇਿੇਗਾ। ਜੇ ਉਹ ਗਰਮ ਹੋਣ ਤੋਂ ਬਾਅਦ ਿਹੀਂ
ਹਿ, ਤਾਂ ਚੀਰ ਪੈਦਾ ਹੋ ਸਿਦੀ ਹੈ।
ਿਾਲ ਹੀ ਿੈਲਵਡੰਗ ਦੀ ਗਰਮੀ ਜੋੜਾਂ ਦੇ ਿੁਝ ਖੇਤਰਾਂ ਵਿੱਚ ਿਠੋ ਰਤਾ ਅਤੇ ਭਾੁਰਭਾੁਰਾਪਿ
ਦਾ ਵਿਿਾਸ ਿਰ ਸਿਦੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਿਾ, ਗਰਮੀ ਪ਼੍ਰਭਾਾਵਿਤ ਜ਼ੋਿ ਅਤੇ ਵਫਊਜ਼ਿ
ਜ਼ੋਿ ਵਿਚ ਬੇਸ ਮੈਟਲ ਦੇ ਦਾਣੇ ਆਿਾਰ ਵਿਚ ਿਧਣਗੇ ਜੋ ਿੇਲਡ ਜੋੜ ਦੀ ਵਿਸ਼ੇਸ਼ਤਾ
ਿੂੰ ਬਦਲ ਦੇਿੇਗਾ।
ਅਵਜਹੇ ਜੋੜਾਂ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਜੋ ਫੈਲਣ ਲਈ ਸੁਤੰਤਰ ਿਹੀਂ ਹਿ, ਭਾਾਿ, ਰੋਿੇ ਹੋਏ
ਜੇ ਇਹ ਛੋਟਾ ਹੈ, ਤਾਂ ਪ਼੍ਰੀਹੀਵਟੰਗ ਵਸਰਫ ਸੰਯੁਿਤ ਖੇਤਰ ‘ਤੇ ਲਾਗੂ ਹੁੰਦੀ ਹੈ। ਇਸ ਿੂੰ ਜੋੜ ਅਤੇ ਵਜਿ੍ਹਾ ਾਂ ਜੋੜਾਂ ਵਿੱਚ ਿੈਲਵਡੰਗ ਤੋਂ ਪਵਹਲਾਂ ਪਵਹਲਾਂ ਹੀ ਤਣਾਅ ਮੌਜੂਦ ਹੁੰਦਾ
ਲੋਿਲ ਪ਼੍ਰੀਹੀਵਟੰਗ ਵਿਹਾ ਜਾਂਦਾ ਹੈ। (ਵਚੱਤਰ 3) ਹੈ, ਜੋੜਾਂ ਦੇ ਠੰ ਢੇ ਹੋਣ ਤੋਂ ਬਾਅਦ ਬਾਿੀ ਬਚੇ ਤਣਾਅ ਿਧੇਰੇ ਹੋਣਗੇ। ਜੇ ਿੈਲਵਡੰਗ ਤੋਂ
ਬਾਅਦ ਇਹਿਾਂ ਬਚੇ ਹੋਏ ਤਣਾਅ ਿੂੰ ਹਟਾਇਆ ਿਹੀਂ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋੜ ਫੇਲ ਹੋ
ਜਾਿੇਗਾ ਜਾਂ ਵਿਗਾੜ ਜਾਿੇਗਾ ਜਦੋਂ ਉਹਿਾਂ ਿੂੰ ਿਰਤੋਂ ਵਿੱਚ ਰੱਵਖਆ ਜਾਂਦਾ ਹੈ ਜਾਂ ਜੋੜ
ਿੂੰ ਮਸ਼ੀਿ ਿੀਤਾ ਜਾਂਦਾ ਹੈ ਜਾਂ ਜੋੜ ਗਤੀਸ਼ੀਲ ਲੋਵਡੰਗ ਦੇ ਅਧੀਿ ਹੁੰਦਾ ਹੈ।
ਉਪਰੋਿਤ ਸਮੱਵਸਆਿਾਂ ਤੋਂ ਬਚਣ ਲਈ ਇੱਿ ਿੇਲਡ ਜੌਬ ਿੂੰ ਆਮ ਤੌਰ ‘ਤੇ ਜਾਂ ਤਾਂ
ਸਧਾਰਣ ਜਾਂ ਐਿੀਲਡ ਜਾਂ ਤਣਾਅ-ਮੁਿਤ ਿੀਤਾ ਜਾਂਦਾ ਹੈ।
ਪ੍ਰੀ-ਿੀਟ ਟ੍ਰੀਟਮਾੈਂਟ ਅਤੇ ਪੋਸਟ ਵੇਲਡ ਿੀਟ ਟ੍ਰੀਟਮਾੈਂਟ
ਗਰਮਾੀ ਦੇ ਇਲਾਜਾ: ਹੀਟ ਟ਼੍ਰੀਟਮੈਂਟਸ ਦੀ ਿਰਤੋਂ ਿੁਝ ਲੋੜੀਂਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਿਾਂ ਪ਼੍ਰਾਪਤ
ਿਰਿ ਲਈ ਿੀਤੀ ਜਾਂਦੀ ਹੈ। ਜ਼ਰੂਰੀ ਤੌਰ ‘ਤੇ, ਗਰਮੀ ਦਾ ਇਲਾਜ ਿਰਿ ਿਾਲੀਆਂ
ਹੀਵਟੰਗ ਤੋਂ ਬਾਅਦ:ਪੋਸਟ ਹੀਵਟੰਗ ਦਾ ਮਤਲਬ ਹੈ ਵਿ ਵਹੱਸੇ ਿੂੰ ਿੈਲਵਡੰਗ ਤੋਂ ਤੁਰੰਤ
ਧਾਤਾਂ ਵਿੱਚ ਠੋ ਸ ਅਿਸਥਾ ਵਿੱਚ ਪਹੁੰਚਣ ਤੋਂ ਬਾਅਦ ਇਸਿੂੰ ਗਰਮ ਿਰਿਾ ਅਤੇ ਠੰ ਡਾ
ਬਾਅਦ ਗਰਮ ਿੀਤਾ ਜਾਂਦਾ ਹੈ। ਪੋਸਟ ਹੀਵਟੰਗ ਦੇ ਿਾਰਿ ਿੇਲਡਮੈਂਟ ਵਿੱਚ ਸਖ਼ਤ
ਿਰਿਾ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ। ਅੱਜ ਦੇ ਉਦਯੋਗ ਵਿੱਚ ਿੱਖ-ਿੱਖ ਸਟੀਲਾਂ ਲਈ ਗਰਮੀ ਦੇ
ਅਤੇ ਭਾੁਰਭਾੁਰਾ ਧੱਵਬਆਂ ਿੂੰ ਬਣਿ ਤੋਂ ਰੋਿਣਾ ਹੈ। ਇਹ ਿੈਲਵਡੰਗ ਦੀ ਗਰਮੀ ਅਤੇ ਇੱਿ
ਇਲਾਜ ਦੇ ਿਈ ਿੱਖ-ਿੱਖ ਤਰੀਿੇ ਹਿ।
ਸਖ਼ਤ ਜੋੜ ਦੀ ਿੈਲਵਡੰਗ ਿਾਰਿ ਹੋਣ ਿਾਲੇ ਬਿਾਇਆ ਤਣਾਅ ਤੋਂ ਿੀ ਰਾਹਤ ਵਦੰਦਾ ਹੈ।
ਸਿਾਰਣ ਿਰਿਾ: ਸਧਾਰਣ ਿਰਿਾ ਐਿੀਵਲੰ ਗ ਦੇ ਸਮਾਿ ਹੈ ਵਸਿਾਏ ਇਸ ਤੋਂ ਇਲਾਿਾ
ਪੋਸਟ-ਹੀਵਟੰਗ ਦੇ ਦੌਰਾਿ ਵਿਚਾਰੇ ਜਾਣ ਿਾਲੇ ਮਹੱਤਿਪੂਰਿ ਪਵਹਲੂ ਹਿ:
ਵਿ ਸਟੀਲ ਿੂੰ ਿਾਜ਼ੁਿ ਤਾਪਮਾਿ ਦੇ ਉੱਪਰ ਬਹੁਤ ਥੋੜ੍ਹਾੇ ਸਮੇਂ ਲਈ ਰੱਵਖਆ ਜਾਂਦਾ ਹੈ
- ਹੀਵਟੰਗ ਦੀ ਦਰ ਅਤੇ ਿੂਵਲੰ ਗ ਆਮ ਤਾਪਮਾਿ ‘ਤੇ ਹਿਾ ਵਿੱਚ ਹੁੰਦੀ ਹੈ। ਸਧਾਰਣ ਬਣਾਉਣ ਦੇ ਿਤੀਜੇ
ਿਜੋਂ ਇੱਿ ਧਾਤ ਦੇ ਅਿਾਜ ਢਾਂਚੇ ਿੂੰ ਸ਼ੁੱਧ ਿੀਤਾ ਜਾਿੇਗਾ। ਇਹ ਿਈ ਿਾਰ ਬੁਝਾਉਣ
- ਤਾਪਮਾਿ ਵਜਸ ਵਿੱਚ ਵਹੱਸੇ ਿੂੰ ਬਾਅਦ ਵਿੱਚ ਗਰਮ ਿੀਤਾ ਜਾਣਾ ਹੈ
ਤੋਂ ਬਾਅਦ ਿਰਵਤਆ ਜਾਂਦਾ ਹੈ.
- ਭਾੱਠੀ ਵਿੱਚ ਸਮਾਂ ਰੱਖਣਾ
ਐਿੀਵਲੰ ਗ:ਐਿੀਵਲੰ ਗ ਵਿੱਚ ਧਾਤ ਿੂੰ ਿਾਜ਼ੁਿ ਵਬੰਦੂ ਤੋਂ ਉੱਪਰ ਦੇ ਤਾਪਮਾਿ ਤੱਿ ਗਰਮ
- ਿੂਵਲੰ ਗ ਦੀ ਦਰ.
ਿਰਿਾ ਅਤੇ ਇਸਿੂੰ ਹੌਲੀ-ਹੌਲੀ ਠੰ ਡਾ ਹੋਣ ਦੇਣਾ ਸ਼ਾਮਲ ਹੈ। ਐਿੀਵਲੰ ਗ ਦਾ ਉਦੇਸ਼
ਿਾਰਬਿ ਸਟੀਲਾਂ ਦੀ ਗਰਮ ਿਰਿ ਤੋਂ ਬਾਅਦ ਬੇਸ ਮੈਟਲ ਦੀ ਮੋਟਾਈ ਅਤੇ ਇਸਦੀ ਹੇਠ ਵਲਵਖਆਂ ਵਿੱਚੋਂ ਇੱਿ ਜਾਂ ਿੱਧ ਿੂੰ ਪੂਰਾ ਿਰਿਾ ਹੋ ਸਿਦਾ ਹੈ।
ਿਾਰਬਿ ਸਮੱਗਰੀ ‘ਤੇ ਵਿਰਭਾਰ ਿਰਦਾ ਹੈ। (ਵਚੱਤਰ 4)
- ਧਾਤ ਿੂੰ ਿਰਮ ਿਰਿ ਲਈ, ਉਦਾਹਰਿ ਲਈ machinability ਵਿੱਚ ਸੁਧਾਰ
ਿਰਿ ਲਈ.
- ਅੰਦਰੂਿੀ ਬਿਾਇਆ ਤਣਾਅ ਿੂੰ ਦੂਰ ਿਰਿ ਲਈ.
- ਅਿਾਜ ਿੂੰ ਸ਼ੁੱਧ ਿਰਿ ਲਈ.
- ਲਚਿਤਾ ਵਿੱਚ ਸੁਧਾਰ ਿਰਿ ਲਈ.
- ਘਟਾਉਣ ਲਈ ਸਮਰੂਪਤਾ.
C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.5.78
171