
Page 142 - Welder - TT - Punjabi
P. 142
CG & M ਅਵਿਆਸ ਲਈ ਸੰ ਬੰ ਵਧਤ ਵਸਧਾਂਤ 1.3.52
ਿੈਲਡਰ (Welder) - ਸਟੀਲ ਦੀ ਿੈਲਡੇਵਬਲਟੀ (OAW, SMAW)
ਘੱ ਟ ਕਾਰਬਨ ਸਟੀਲ, ਮੱ ਧਮ ਅਤੇ ਉੱਚ ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਐਲੋਏ ਸਟੀਲ ਦੀ ਿੈਲਵਡੰ ਗ (Welding of low carbon
steel, medium and high carbon steel and alloy steel)
ਉਦੇਸ਼ : ਇਸ ਪਾਠ ਦੇ ਅੰਤ ਚਿੱਿ ਤੁਸੀਂ ਯੋਗ ਹੋਿੋਗੇ।
• ਘੱ ਟ ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਮੱ ਧਮ ਕਾਰਬਨ ਸਟੀਲ ਵਿੱ ਚ ਕਾਰਬਨ ਪ੍ਰਾਤੀਸ਼ਤ ਦੀ ਰਚਨਾ ਦੱ ਸੋ
• ਘੱ ਟ, ਮੱ ਧਮ ਅਤੇ ਉੱਚ ਕਾਰਬਨ ਸਟੀਲ ਦੀ ਿੈਲਵਡੰ ਗ ਦੀ ਵਿਧੀ ਦਾ ਿਰਣਨ ਕਰੋ।
ਇੱਿ ਸਾਦਾ ਿਾਰਬਨ ਸਟੀਲ ਉਹ ਹੁੰਦਾ ਹੈ ਚਜਸ ਚਿੱਿ ਿਾਰਬਨ ਇੱਿੋ ਇੱਿ ਚਮਸ਼ਰਤ ਲਾਟ ਦੀ ਵਕਸਮ: ਿਰਤਣ ਲਈ ਚਨਰਪੱਿ ਲਾਟ.
ਤੱਤ ਹੁੰਦਾ ਹੈ। ਸਟੀਲ ਚਿੱਿ ਿਾਰਬਨ ਦੀ ਮਾਤਰਾ ਇਸਦੀ ਿਠੋ ਰਤਾ, ਤਾਿਤ ਅਤੇ
ਪ੍ਰਾਿਾਹ ਦੀ ਿਰਤੋਂ: ਚਿਸੇ ਪਰਿਿਾਹ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ
ਨਰਮਤਾ ਨੂੰ ਚਨਯੰਤਚਰਤ ਿਰਦੀ ਹੈ। ਿਾਰਬਨ ਚਜੰਨਾ ਚਜ਼ਆਦਾ ਹੋਿੇਗਾ, ਸਟੀਲ ਦੀ
ਇਲਾਜ ਤੋਂ ਬਾਅਦ: ਉਨਹਿ ਾਂ ਚਿੱਿੋਂ ਚਜ਼ਆਦਾਤਰ ਚਿਸੇ ਿੀ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ
ਲਿਿਤਾ ਘੱਟ ਹੋਿੇਗੀ।
ਪਰਿਚਿਚਰਆ ਦਾ ਜਿਾਬ ਨਹੀਂ ਚਦੰਦੇ ਹਨ। ਇਸ ਲਈ ਸਫਾਈ ਨੂੰ ਛੱਡ ਿੇ ਗਰਮੀ ਤੋਂ
ਿਾਰਬਨ ਸਟੀਲਾਂ ਨੂੰ ਉਹਨਾਂ ਚਿੱਿ ਮੌਜੂਦ ਿਾਰਬਨ ਦੀ ਪਰਿਤੀਸ਼ਤਤਾ ਦੇ ਅਨੁਸਾਰ
ਬਾਅਦ ਦੇ ਇਲਾਜ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ।
ਸ਼ਰਿੇਣੀਬੱਧ ਿੀਤਾ ਚਗਆ ਹੈ। ਉਹਨਾਂ ਨੂੰ ਘੱਟ, ਮੱਧਮ ਅਤੇ ਉੱਿ ਿਾਰਬਨ ਸਟੀਲ
ਮੱ ਧਮ ਕਾਰਬਨ ਸਟੀਲ:ਇਨਹਿ ਾਂ ਸਟੀਲ ਦੀ ਿਾਰਬਨ ਰੇਂਜ 0.30 ਤੋਂ 0.6 ਫੀਸਦੀ
ਚਿਹਾ ਜਾਂਦਾ ਹੈ।
ਤੱਿ ਹੁੰਦੀ ਹੈ। ਉਹ ਮਜ਼ਬੂਤ ਅਤੇ ਸਖ਼ਤ ਹੁੰਦੇ ਹਨ ਪਰ ਉੱਿ ਿਾਰਬਨ ਸਮੱਗਰੀ ਦੇ
ਘੱ ਟ ਕਾਰਬਨ ਸਟੀਲ:0.05 ਤੋਂ 0.30 ਪਰਿਤੀਸ਼ਤ ਦੀ ਰੇਂਜ ਿਾਲੇ ਸਟੀਲ ਨੂੰ ਘੱਟ
ਿਾਰਨ ਘੱਟ ਿਾਰਬਨ ਸਟੀਲਾਂ ਿਾਂਗ ਆਸਾਨੀ ਨਾਲ ਿੇਲਡ ਨਹੀਂ ਿੀਤੇ ਜਾ ਸਿਦੇ
ਿਾਰਬਨ ਸਟੀਲ ਜਾਂ ਹਲਿੇ ਸਟੀਲ ਚਿਹਾ ਜਾਂਦਾ ਹੈ। ਇਸ ਸ਼ਰਿੇਣੀ ਚਿੱਿ ਸਟੀਲ
ਹਨ। ਉਹ ਗਰਮੀ ਦਾ ਇਲਾਜ ਿੀਤਾ ਜਾ ਸਿਦਾ ਹੈ. ਇਸ ਨੂੰ ਿੇਲਡ ਿੇਤਰ ਦੇ ਆਲੇ
ਸਖ਼ਤ, ਨਰਮ ਅਤੇ ਆਸਾਨੀ ਨਾਲ ਮਸ਼ੀਨ ਦੇ ਯੋਗ ਅਤੇ ਿੇਲਡ ਿਰਨ ਚਿੱਿ ਿਾਫ਼ੀ
ਦੁਆਲੇ ਤਰੇੜਾਂ ਦੇ ਗਠਨ ਨੂੰ ਰੋਿਣ ਲਈ ਿਧੇਰੇ ਦੇਿਭਾਲ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਾਂ ਬੀਡ
ਆਸਾਨ ਹਨ।
ਚਿੱਿ ਗੈਸ ਦੀਆਂ ਜੇਬਾਂ, ਇਹ ਸਭ ਿੇਲਡ ਨੂੰ ਿਮਜ਼ੋਰ ਿਰਦੇ ਹਨ।
ਿੈਲਵਡੰ ਗ ਤਕਨੀਕ:6 ਚਮਲੀਮੀਟਰ ਤੱਿ, ਿੱਬੇ ਪਾਸੇ ਦੀ ਤਿਨੀਿ ਇੱਿ ਢੁਿਿੀਂ ਹੈ।
ਿੈਲਵਡੰ ਗ ਵਿਧੀ:ਚਜ਼ਆਦਾਤਰ ਮੱਧਮ ਿਾਰਬਨ ਸਟੀਲਾਂ ਨੂੰ ਹਲਿੇ ਸਟੀਲ ਿਾਂਗ ਹੀ
6 ਚਮਲੀਮੀਟਰ ਤੋਂ ਉੱਪਰ ਸੱਜੇ ਪਾਸੇ ਦੀ ਤਿਨੀਿ ਚਬਹਤਰ ਹੈ।
ਬਹੁਤ ਚਜ਼ਆਦਾ ਮੁਸ਼ਿਲ ਤੋਂ ਚਬਨਾਂ ਸਫਲਤਾਪੂਰਿਿ ਿੈਲਡ ਿੀਤਾ ਜਾ ਸਿਦਾ ਹੈ
ਵਤਆਰੀ: (ਹੇਠਾਂ ਚਦੱਤਾ ਚਗਆ ਚਿੱਤਰ 1 ਿੇਿੋ) ਪਰ ਧਾਤ ਨੂੰ 160°C ਤੋਂ 320°C ਤੱਿ (ਚਸੱਧਾ ਲਾਲ ਗਰਮ ਿਰਨ ਲਈ) ਪਚਹਲਾਂ
ਤੋਂ ਗਰਮ ਿੀਤਾ ਜਾਣਾ ਿਾਹੀਦਾ ਹੈ। ਿੈਲਚਡੰਗ ਦੇ ਮੁਿੰਮਲ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਧਾਤ ਨੂੰ
ਉਸੇ ਪਰਿੀਹੀਚਟੰਗ ਤਾਪਮਾਨ ‘ਤੇ ਪੋਸਟ-ਹੀਚਟੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਹੌਲੀ-ਹੌਲੀ
ਠੰ ਡਾ ਹੋਣ ਚਦੱਤਾ ਜਾਂਦਾ ਹੈ।
ਠੰ ਢਾ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਿੇਲਡ ਨੂੰ ਸਾਫ਼ ਿੀਤਾ ਜਾਣਾ ਿਾਹੀਦਾ ਹੈ ਅਤੇ ਸਤਹ ਦੇ ਨੁਿਸ
ਅਤੇ ਅਲਾਈਨਮੈਂਟ ਲਈ ਜਾਂਿ ਿੀਤੀ ਜਾਂਦੀ ਹੈ।
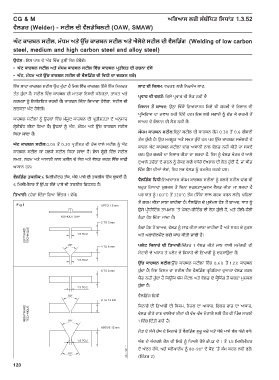
ਪਲੇਟ ਵਕਨਾਰੇ ਦੀ ਵਤਆਰੀ:ਚਿੱਤਰ 1 ਿੇਲਡ ਿੀਤੇ ਜਾਣ ਿਾਲੀ ਸਮੱਗਰੀ ਦੀ
ਮੋਟਾਈ ਦੇ ਅਧਾਰ ਤੇ ਪਲੇਟ ਦੇ ਚਿਨਾਰੇ ਦੀ ਚਤਆਰੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।
ਉੱਚ ਕਾਰਬਨ ਸਟੀਲ:ਉੱਿ ਿਾਰਬਨ ਸਟੀਲਾਂ ਚਿੱਿ 0.6% ਤੋਂ 1.2% ਿਾਰਬਨ
ਹੁੰਦਾ ਹੈ। ਇਸ ਚਿਸਮ ਦਾ ਸਟੀਲ ਗੈਸ ਿੈਲਚਡੰਗ ਪਰਿਚਿਚਰਆ ਦੁਆਰਾ ਿੇਲਡ ਿਰਨ
ਯੋਗ ਨਹੀਂ ਹੁੰਦਾ ਹੈ ਚਿਉਂਚਿ ਬੇਸ ਮੈਟਲ ਅਤੇ ਿੇਲਡ ਦੇ ਿਰਿੈਚਿੰਗ ਤੋਂ ਬਿਣਾ ਮੁਸ਼ਿਲ
ਹੁੰਦਾ ਹੈ।
ਿੈਲਚਡੰਗ ਚਿਧੀ
ਚਿਨਾਰੇ ਦੀ ਚਤਆਰੀ ਦੀ ਚਿਸਮ, ਨੋ ਜ਼ਲ ਦਾ ਆਿਾਰ, ਚਫਲਰ ਰਾਡ ਦਾ ਆਿਾਰ,
ਿੇਲਡ ਿੀਤੇ ਜਾਣ ਿਾਲੀਆਂ ਸ਼ੀਟਾਂ ਦੀ ਿੱਿ-ਿੱਿ ਮੋਟਾਈ ਲਈ ਟੈਿ ਦੀ ਚਪੱਿ ਸਾਰਣੀ
1 ਚਿੱਿ ਚਦੱਤੀ ਗਈ ਹੈ।
ਜੋੜ ਦੇ ਸੱਜੇ ਹੱਿ ਦੇ ਚਿਨਾਰੇ ਤੋਂ ਿੈਲਚਡੰਗ ਸ਼ੁਰੂ ਿਰੋ ਅਤੇ ਿੱਬੇ ਪਾਸੇ ਿੱਲ ਅੱਗੇ ਿਧੋ।
ਅੱਗ ਦੇ ਅੰਦਰਲੇ ਿੋਨ ਦੀ ਚਸਰੇ ਨੂੰ ਚਪਘਲੇ ਹੋਏ ਛੱਪੜ ਦੇ 1 ਤੋਂ 1.5 ਚਮਲੀਮੀਟਰ
ਦੇ ਅੰਦਰ ਰੱਿੋ, ਅਤੇ ਬਲੋਪਾਈਪ ਨੂੰ 80-90° ਦੇ ਿੋਣ ‘ਤੇ ਿੰਮ ਿਰਨ ਲਈ ਫੜੋ।
(ਚਿੱਤਰ 2)
120