
Page 347 - Fitter - 1st Yr - TT - Punjab
P. 347
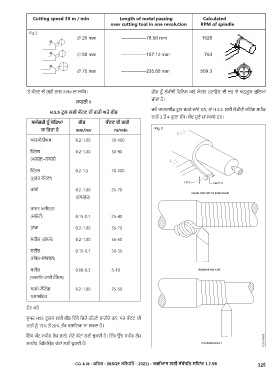
Cutting speed 30 m / min Length of metal passing Calculated
over cutting tool in one revolution RPM of spindle
Fig 2
∅ 25 mm ----------------78.56 mm 1528
∅ 50 mm ----------------157.12 mm 764
∅ 75 mm ----------------235.68 mm 509.3
‘ਤੇ ਕੱਿਣ ਦੀ ਗਤੀ ਨਾਲ RPM ਦਾ ਸਬੰਧ। ਫੀਡ ਨੂੰ ਲੋੜੀਂਦੀ ਵਫਵਨਸ਼ ਅਤੇ ਮੈਿਲ ਹਿਾਉਣ ਦੀ ਦਰ ਦੇ ਅਨੁਕੂਲ ਚੁਵਣਆ
ਜਾਂਦਾ ਹੈ।
ਸਾਿਣੀ 1
ਜਦੋਂ ਕਾਰਬਾਈਡ ਿੂਲ ਿਰਤੇ ਜਾਂਦੇ ਹਨ, ਤਾਂ H.S.S. ਲਈ ਲੋੜੀਂਦੀ ਕਵਿੰਗ ਸਪੀਡ
H.S.S ਟੂਲ ਲਈ ਕੱਟਣ ਦੀ ਗਤੀ ਅਤੇ ਫੀਡ
ਨਾਲੋਂ 3 ਤੋਂ 4 ਗੁਣਾ ਿੱਧ। ਸੰਦ ਚੁਣੇ ਜਾ ਸਕਦੇ ਹਨ।
ਸਮੱਗਿੀ ਨੂੰ ਮੋਰੜਆ ਫੀਡ ਕੱਟਣ ਦੀ ਗਤੀ
ਜਾ ਰਿਹਾ ਹੈ mm/rev m/min
ਅਲਮੀਨੀਅਮ 0.2-1.00 70-100
ਵਪੱਤਲ 0.2-1.00 50-80
(ਅਲਫ਼ਾ)-ਨਕਲੀ
ਵਪੱਤਲ 0.2-1.5 70-100
(ਮੁਫ਼ਤ ਕੱਿਣਾ)
ਕਾਂਸੀ 0.2-1.00 35-70
(ਫਾਸਫਰ)
ਕਾਸਿ ਆਇਰਨ
(ਸਲੇਿੀ) 0.15-0.7 25-40
ਤਾਂਬਾ 0.2-1.00 35-70
ਸਿੀਲ (ਹਲਕੇ) 0.2-1.00 35-50
ਸਿੀਲ 0.15-0.7 30-35
(ਮੱਧਮ-ਕਾਰਬਨ)
ਸਿੀਲ 0.08-0.3 5-10
(ਅਲਾਇ-ਹਾਈ ਿੈਂਵਸਲ)
ਿਰਮੋ-ਸੈਵਿੰਗ 0.2-1.00 35-50
ਪਲਾਸਵਿਕ
ਨੋਿ ਕਰੋ
ਸੁਪਰ HSS ਿੂਲਸ ਲਈ ਫੀਡ ਇੱਕੋ ਵਜਹੇ ਰਵਹਣੇ ਚਾਹੀਦੇ ਹਨ, ਪਰ ਕੱਿਣ ਦੀ
ਗਤੀ ਨੂੰ 15% ਤੋਂ 20% ਤੱਕ ਿਧਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਇੱਕ ਘੱਿ ਸਪੀਡ ਰੇਂਜ ਭਾਰੀ, ਮੋਿੇ ਕੱਿਾਂ ਲਈ ਢੁਕਿੀਂ ਹੈ। ਇੱਕ ਉੱਚ ਸਪੀਡ ਰੇਂਜ
ਲਾਈਿ, ਵਫਵਨਵਸ਼ੰਗ ਕੱਿਾਂ ਲਈ ਢੁਕਿੀਂ ਹੈ।
CG & M - ਫਿਟਰ - (NSQF ਸੰਸ਼ੋਧਿਤੇ - 2022) - ਅਿਰਆਸ ਲਈ ਸੰਬੰਿਰਤ ਸਰਿਾਂਤ 1.7.98 325