
Page 361 - Fitter - 1st Year - TP - Punjabi
P. 361
ਕੈਭਰਜ ਨੂੰ ਸ਼ੁਰੂਆਤੀ ਭਬੰਦੂ ‘ਤੇ ਲੈ ਜਾਣ ਲਈ ਮਸ਼ੀਨ ਨੂੰ ਉਲਟਾ ਚਲਾਓ। (ਭਚੱਤਰ5) - ਸਾਈਡ ਕੱਟਾਂ ਦੀ ਅਨੁਸਾਰੀ ਸੰਭਖਆ (ਤਰਜੀਹੀ ਤੌਰ ‘ਤੇ ਦੋਿੇਂ ਪਾਸੇ) ਭਦੱਤੀ ਗਈ
ਹੈ।
ਲਗਾਤਾਰ ਕੱਟ ਭਦਓ।
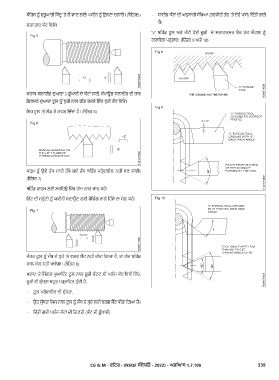
‘V’ ਿਭਰੱਡ ਟੂਲ ਅਤੇ ਕੱਟੀ ਹੋਈ ਚੂੜੀ ਦੇ ਸਕਾਰਾਤਮਕ ਬੈਕ ਰੇਕ ਐਂਗਲ ਨੂੰ
ਗਰਾਇਂਡ ਪਰਹਿਾਿ। (ਭਚੱਤਰ 9 ਅਤੇ 10)
ਕਰਾਸ-ਸਲਾਈਡ ਦੁਆਰਾ 3 ਡੂੰਘਾਈ ਦੇ ਕੱਟਾਂ ਲਈ, ਕੰਪਾਊਂਡ ਸਲਾਈਡ ਦੀ ਹਾਫ
ਭਡਿਜਨ ਦੁਆਰਾ ਟੂਲ ਨੂੰ ਧੁਰੀ ਨਾਲ ਫੀਡ ਕਰਕੇ ਇੱਕ ਧੁਰੀ ਕੱਟ ਭਦਓ।
ਇਹ ਟੂਲ ‘ਤੇ ਲੋਡ ਤੋਂ ਰਾਹਤ ਭਦੰਦਾ ਹੈ। (ਭਚੱਤਰ 6)
ਕਰਹਮ ਨੂੰ ਉਦੋਂ ਤੱਕ ਜਾਰੀ ਰੱਖੋ ਜਦੋਂ ਤੱਕ ਿਭਰੱਡ ਪਰਹੋਫਾਈਲ ਨਹੀਂ ਬਣ ਜਾਂਦੀ।
(ਭਚੱਤਰ 7)
ਿਭਰੱਡ ਫਾਰਮ ਲਈ ਸਕਭਰਉ ਭਪੱਚ ਗੇਜ ਨਾਲ ਜਾਂਚ ਕਰੋ।
ਭਫੱਟ ਦੀ ਸ਼ਰਹੇਣੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਮੈਭਚੰਗ ਿਾਲੇ ਭਹੱਸੇ ਦਾ ਮੇਲ ਕਰੋ।
ਜੇਕਰ ਟੂਲ ਨੂੰ ਜੌਬ ਦੇ ਧੁਰੇ ‘ਤੇ ਿਰਗ ਸੈੱਟ ਨਹੀਂ ਕੀਤਾ ਭਗਆ ਹੈ, ਤਾਂ ਗੇਜ ਿਭਰੱਡ
ਨਾਲ ਮੇਲ ਨਹੀਂ ਖਾਿੇਗਾ। (ਭਚੱਤਰ 8)
ਖਰਾਦ ‘ਤੇ ਭਸੰਗਲ ਪੁਆਇੰਟ ਟੂਲ ਨਾਲ ਚੂੜੀ ਕੱਟਣ ਦੀ ਪਲੰਜ ਕੱਟ ਭਿਧੀ ਭਿੱਚ,
ਚੂੜੀ ਦੀ ਸ਼ੁੱਧਤਾ ਬਹੁਤ ਪਰਹਿਾਭਿਤ ਹੁੰਦੀ ਹੈ:
- ਟੂਲ ਪਰਹੋਫਾਈਲ ਦੀ ਸ਼ੁੱਧਤਾ.
- ਉਹ ਸ਼ੁੱਧਤਾ ਭਜਸ ਨਾਲ ਟੂਲ ਨੂੰ ਜੌਬ ਦੇ ਧੁਰੇ ਲਈ ਿਰਗ ਸੈੱਟ ਕੀਤਾ ਭਗਆ ਹੈ।
- ਭਦੱਤੀ ਗਈ ਪਲੰਜ ਕੱਟਾਂ ਦੀ ਭਗਣਤੀ (ਕੱਟ ਦੀ ਡੂੰਘਾਈ)
CG & M - ਿਭਟਰ - (NSQF ਸੰਸ਼ੋਧਭਤੇ - 2022) - ਅਿਭਆਸ 1.7.106 339