
Page 360 - Fitter - 1st Year - TP - Punjabi
P. 360
ਕਭਟੰਗ ਪੁਆਇੰਟ ਨੂੰ ਸਮੂਿ ਿਭਹਲ ਨਾਲ ਭਧਆਨ ਨਾਲ ਗਰਾਇਂਡ ਕਰਕੇ 0.14 × ਟੂਲ ਰੈਸਟ ਅਤੇ ਗਰਹਾਈਭਡੰਗ ਿਹਹੀਲ ਫੇਸ ਭਿਚਕਾਰ 2 ਭਮਲੀਮੀਟਰ ਦਾ ਅੰਤਰ
ਭਪੱਚ ਤੱਕ ਕਰਿ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਅੰਤ ਭਿੱਚ ਕੱਟਣ ਿਾਲੇ ਭਕਨਾਭਰਆਂ ‘ਤੇ ਆਇਲ ਰੱਖੋ। ਇਹ ਸੁਭਨਸ਼ਭਚਤ ਕਰੋ ਭਕ ਗਰਾਇਂਭਡੰਗ ਦੌਰਾਨ ਕੱਟਣ ਿਾਲਾ ਭਕਨਾਰਾ
ਸਟੋਨ ਲਗਾ ਕੇ ਟੂਲ ਨੂੰ ਲੈਪ ਕਰੋ। ਓਪਰੇਟਰ ਨੂੰ ਭਦਖਾਈ ਦੇ ਭਰਹਾ ਹੈ। ਿਭਹਲ ਦੇ ਫੇਸ ‘ਤੇ ਬਹੁਤ ਭਜ਼ਆਦਾ ਦਬਾਅ
ਨਾ ਭਦਓ।
ਸੁਰੱਭਖਆ ਸਾਿਧਾਿੀਆਂ
ਕੂਲੈਂਟ ਭਿੱਚ ਟੂਲ ਨੂੰ ਅਕਸਰ ਠੰਡਾ ਕਰੋ।
ਯਕੀਨੀ ਬਣਾਓ ਭਕ ਗਰਾਇਂਭਡੰਗ ਿਭਹਲ ਸਹੀ ਢੰਗ ਨਾਲ ਗਾਰਡ ਨਾਲ ਢੱਭਕਆ
ਹੋਿੇ ।
ਪਲੰਜ ਕੱਟ ਭਿਧੀ ਦੁਆਰਾ ‘V’ ਚੂੜੀ ਿੂੰ ਕੱਟਣਾ (Cutting ‘V’ thread by plunge cut method)
ਉਦੇਸ਼: ਇਹ ਤੁਹਾਡੀ ਮਦਦ ਕਰੇਗਾ
• ਪਲੰਜ ਕੱਟ ਭਿਧੀ ਦੁਆਰਾ ਖਰਾਦ ‘ਤੇ ਭਸੰਗਲ ਪੁਆਇੰਟ ਟੂਲ ਦੀ ਿਰਤੋਂ ਕਰਕੇ ‘V’ ਚੂੜੀ ਕੱਟੋ।
ਚੂੜੀ ਭਿੱਚ ਉਹਨਾਂ ਦੀ ਿਰਤੋਂ ਅਨੁਸਾਰ ਮੋਟੇ ਅਤੇ ਬਰੀਕ ਭਪੱਚ ਹੁੰਦੇ ਹਨ। ਸਟੈਂਡਰਡ
ਫਾਈਨ ਭਪੱਚ ਿਭਰੱਡ, ਬਾਹਰੀ ਅਤੇ ਅੰਦਰੂਨੀ ਦੋਿੇਂ, ਆਮ ਤੌਰ ‘ਤੇ ਟੈਪ ਅਤੇ ਡਾਈ
ਦੀ ਿਰਤੋਂ ਕਰਕੇ ਕੱਟੇ ਜਾਂਦੇ ਹਨ। ਜਦੋਂ ਇਹ ਿੱਡੀ ਮਾਤਰਾ ਭਿੱਚ ਬਣਾਉਣੇ ਹੁੰਦੇ ਹਨ,
ਤਾਂ ਿੱਖ-ਿੱਖ ਮਸ਼ੀਨ ਟੂਲਾਂ ‘ਤੇ ਿੱਖ-ਿੱਖ ਤਰੀਕੇ ਅਪਣਾਏ ਜਾਂਦੇ ਹਨ। ਹਾਲਾਂਭਕ,
ਕਈ ਿਾਰ, ਸੈਂਟਰ ਖਰਾਦ ‘ਤੇ ਇੱਕ ਭਸੰਗਲ ਪੁਆਇੰਟ ਟੂਲ ਦੁਆਰਾ ਚੂੜੀ ਨੂੰ ਕੱਟਣਾ
ਜ਼ਰੂਰੀ ਹੋ ਸਕਦਾ ਹੈ।
ਭਸੰਗਲ ਪੁਆਇੰਟ ਟੂਲ ਦੁਆਰਾ ਿਰਹੈਭਡੰਗ ਦੀ ਪਲੰਜ ਕੱਟ ਭਿਧੀ ਭਿੱਚ ਿਭਰੱਡ ਫਾਰਮ
ਨੂੰ ਬਣਾਉਣ ਲਈ ਕੰਮ ਭਿੱਚ ਭਸੰਗਲ ਪੌਇੰਟ ਟੂਲ ਦੀ ਿਰਤੋ ਕੀਤੀ ਜਾਂਦੀਹੈ।ਟੂਲ
ਦੀ ਨੋਕ, ਅਤੇ ਨਾਲ ਹੀ, ਟੂਲ ਦੇ ਦੋ ਫਲੈਂਕਸ ਿਭਰੱਡ ਕੱਟਣ ਦੌਰਾਨ ਧਾਤ ਨੂੰ ਹਟਾ ਮਸ਼ੀਨ ਨੂੰ ਰਫ ਟਰਨ ਿਾਲੇ r.p.m. ਦੇ ਲਗਿਗ 1/3 ਭਹੱਸੇ ‘ਤੇ ਸੈੱਟ ਕਰੋ। ਮਸ਼ੀਨ
ਦੇਣਗੇ ਅਤੇ ਇਸ ਲਈ ਟੂਲ ‘ਤੇ ਲੋਡ ਿਧੇਰੇ ਹੋਿੇਗਾ।ਭਜਿੇਂ ਭਕ ਚੂੜੀ ‘ਤੇ ਿਧੀਆ ਸ਼ੁਰੂ ਕਰੋ ਅਤੇ ਜੌਬ ਬਣਾਉਣ ਲਈ ਭਟਪ ਨੂੰ ਛੂਹੋ। (ਭਚੱਤਰ 3) ਕਰਹਾਸ-ਸਲਾਈਡ
ਭਫਭਨਸ਼ ਪਰਹਾਪਤ ਕਰਨ ਦੀ ਸੰਿਾਿਨਾ ਸੀਮਤ ਹੈ, ਇਹ ਤਰੀਕਾ ਫਾਇਨ ਭਪੱਚ ਿਭਰੱਡ ਅਤੇ ਕੰਪਾਊਂਡ ਸਲਾਈਡ ਗਰਹੈਜੂਏਭਟਡ ਕਾਲਰ ਨੂੰ ਜ਼ੀਰੋ ‘ਤੇ ਸੈੱਟ ਕਰੋ, ਬੈਕਲੈਸ਼ ਨੂੰ
ਕੱਟਣ ‘ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ। ਖਤਮ ਕਰਦੇ ਹੋਏ।
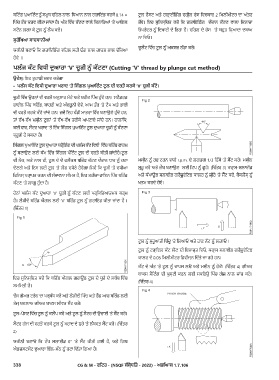
ਹੇਠਾਂ ਪਲੰਜ ਕੱਟ ਦੁਆਰਾ ‘V’ ਚੂੜੀ ਨੂੰ ਕੱਟਣ ਲਈ ਪਰਹਭਕਭਰਆਤਮਕ ਕਰਹਮ
ਹੈ। ਲੋੜੀਂਦੇ ਿਭਰੱਡ ਐਂਗਲ ਲਈ ‘V’ ਿਭਰੱਡ ਟੂਲ ਨੂੰ ਗਰਾਇਂਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ।
(ਭਚੱਤਰ 1)
ਟੂਲ ਨੂੰ ਸ਼ੁਰੂਆਤੀ ਭਬੰਦੂ ‘ਤੇ ਭਲਆਓ ਅਤੇ ਹਾਫ ਨੱਟ ਨੂੰ ਲਗਾਓ ।
ਟੂਲ ਨੂੰ ਟਰਹਾਇਲ ਕੱਟ ਲੈਣ ਦੀ ਇਜਾਜ਼ਤ ਭਦਓ, ਕਰਹਾਸ ਸਲਾਈਡ ਗਰਹੈਜੂਏਭਟਡ
ਕਾਲਰ ਦੇ 0.05 ਭਮਲੀਮੀਟਰ ਭਡਿੀਜ਼ਨ ਭਦੱਤੇ ਜਾ ਰਹੇ ਹਨ।
ਕੱਟ ਦੇ ਅੰਤ ‘ਤੇ ਟੂਲ ਨੂੰ ਿਾਪਸ ਲਓ ਅਤੇ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕੋ। (ਭਚੱਤਰ 4) ਗੀਅਰ
ਬਾਕਸ ਸੈਭਟੰਗ ਦੀ ਪੁਸ਼ਟੀ ਕਰਨ ਲਈ ਸਕਭਰਉ ਭਪੱਚ ਗੇਜ ਨਾਲ ਜਾਂਚ ਕਰੋ।
ਇਹ ਸੁਭਨਸ਼ਭਚਤ ਕਰੋ ਭਕ ਿਭਰੱਡ ਐਂਗਲ ਗਰਾਊਂਡ ਟੂਲ ਦੇ ਧੁਰੇ ਦੇ ਸਬੰਧ ਭਿੱਚ (ਭਚੱਤਰ 4)
ਸਮਭਮਤੀ ਹੈ।
ਚੇਂਜ ਗੇਅਰ ਟਰੇਨ ਦਾ ਪਰਹਬੰਧ ਕਰੋ ਅਤੇ ਲੋੜੀਂਦੀ ਭਪੱਚ ਅਤੇ ਹੈਂਡ ਆਫ ਿਭਰੱਡ ਲਈ
ਤੇਜ਼ ਬਦਲਾਅ ਗੀਅਰ ਬਾਕਸ ਲੀਿਰ ਸੈੱਟ ਕਰੋ।
ਟੂਲ-ਪੋਸਟ ਭਿੱਚ ਟੂਲ ਨੂੰ ਕਲੈਂਪ ਕਰੋ ਅਤੇ ਟੂਲ ਨੂੰ ਸੈਂਟਰ ਦੀ ਉਚਾਈ ‘ਤੇ ਸੈੱਟ ਕਰੋ।
ਸੈਂਟਰ ਗੇਜ ਦੀ ਿਰਤੋਂ ਕਰਕੇ ਟੂਲ ਨੂੰ ਖਰਾਦ ਦੇ ਧੁਰੇ ‘ਤੇ ਲੰਬਿਤ ਸੈੱਟ ਕਰੋ। (ਭਚੱਤਰ
2)
ਯਕੀਨੀ ਬਣਾਓ ਭਕ ਟੌਪ ਸਲਾਈਡ 0° ‘ਤੇ ਸੈੱਟ ਕੀਤੀ ਗਈ ਹੈ, ਅਤੇ ਭਗਬ
ਐਡਜਸਟਮੈਂਟ ਦੁਆਰਾ ਭਢੱਲ-ਮੱਠ ਨੂੰ ਹਟਾ ਭਦੱਤਾ ਭਗਆ ਹੈ।
338 CG & M - ਿਭਟਰ - (NSQF ਸੰਸ਼ੋਧਭਤੇ - 2022) - ਅਿਭਆਸ 1.7.106