
Page 286 - Welder - TP - Marathi
P. 286
करामराचरा क्रम (Job Sequence)
करामराचरा क्रम करास्ट लोहराच्रा करांस्य वेस्ल्डंगसराठती बेस मेटल पवतळिे
• वक्व पीसची पृष्ठभाग तेल, वंगि, घाि यापासून स्वच्छ कििे आक्ि आवश्यक नराहती.
ऑक्साईड असल्ास ते फाईल/ग्ाइंक्डंग करून काढू न टाका. • रूट िन स्वच्छ कििे आक्ि फ्लक्स लावल्ानंति 5 क्ममी क्फलि िॉड
• प्ेटच्ा कडा ग्ॉइंड कििे (पंखांची क्कनाि नाही) 90 च्ा कोनाचा वापरून दुसिा िन जमा कििे.
एकच V बनवा.सव्व तीक्षि कडा काढिे. • जास्तीत जास्त 1.5 क्ममी मजबुतीकिि, चांगली लहि/रिपल क्नक्म्वती
• नोजल क्मांक 10 क्नवडा. क्मळक्वण्ासाठी क्फलि मेटलद्ािे संयुक्त(जॉइंट) भिा.
• रूट िनसाठी 3 mmø चा क्सक्लकॉन ब्रॉन्ि क्फलि िॉड क्नवडा आक्ि • कोितेही फ्लक्स अवशेष काढू न टाकू न सांधे स्वच्छ कििे आक्ि
दुसि् या िनसाठी 5mmø. दोषांची तपासिी कििे.
• कांस्य प्वाह क्नवडा आक्ि 0.15 kgf/cm2दोन्ी वायूंसाठी दाब क्नवडा. • उष्णता क्नयंत्रि महत्ाचे आहे. जि उष्णता अपुिी असेल ति कांस्य
धातू पृष्ठभाग ओला कििाि नाही क्कं वा योग्यरित्या प्वाक्हत होिाि
• टॉच्व पेटवण्ापूववी सव्व सुिषिा खबिदािीची खात्री कििे.
नाही.
• सॉफ्ट ऑल्क्सडायक्िंग ज्वाला सेट कििे.
• जास्त उष्णतेमुळे कांस्य धातू अक्धक मुक्तपिे वाहू लागेल आक्ि ते
• गिम क्फलि िॉड बुडवून पावडि स्वरूपात फ्लक्स लावा. 2.5 क्ममी तयाि होऊ देिाि नाही.
एकसमान रूट अंतिासह जोडाच्ा दोन्ी टोकांना टहॅक वे्डि कििे.
• डावीकडील तंत्राचा वापि करून रूट िन वे्डि कििे आक्ि 3 क्ममी
क्फलि िॉड 30 च्ा कोिात उताि वि ठे वा.
• मिी/बीड बांधण्ापूववी क्फलि मेटलद्ािे वे्डि फे स वेल््डिंगची खात्री
कििे.
• ब्ो पाईपला वतु्वळाकाि हालचाल देऊन वे्डि फे स फक्त मंद लाल
िंगासाठी गिम कििे.
कौशल्य क्रम (Skill Sequence)
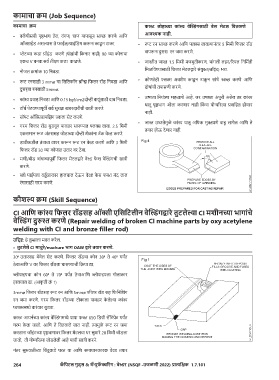
CI आपि करांस्य पफलि िॉडसह ऑक्सती एपसपटलतीन वेस्ल्डंगद्रािे तुटलेल्यरा CI मशतीनच्रा भरागरांचे
वेस्ल्डंग दुरुस् कििे (Repair welding of broken CI machine parts by oxy acetylene
welding with CI and bronze filler rod)
उपदिष्: हे तुम्ाला मदत किेल.
• तुटलेले CI मराचुिे/machure भराग OAW द्रािे तयराि कििे.
30 उतािसह बेवेल सेट कििे. क्फलि िॉडचा कोन 30 ते 40 पययंत
0
0
0
ठे वाआक्ि V वि क्फलि िॉडला घासण्ाची क्क्या द्ा.
ब्ोपाइपचा कोन 60 ते 70 पययंत ठे वाआक्ि ब्ोपाइपला गोलाकाि
0
0
हालचाल द्ा. (आकृ ती क्ं 1)
3mmø क्फलि िॉडसह रूट िन आक्ि 5mmø फीलि िॉड सह क्फक्नक्शंग
िन जमा कििे. गिम क्फलि िॉडच्ा टोकाला पावडि के लेल्ा कांस्य
फ्लक्समध्े वािंवाि बुडवा.
कास् आयन्वच्ा कांस्य वेल््डिंगमध्े पाया फक्त 650 क्डग्ी सेंदक्टग्ेट पययंत
गिम के ला जातो. आक्ि ते क्वतळले जात नाही. त्यामुळे रूट िन जमा
किताना जॉइंटच्ा पृष्ठभागावि क्फलि मेटलचा थि सुमािे 20 क्ममी जोडला
जातो, ती योग्यरित्या जोडलेली आहे याची खात्री किने.
नंति सुरुवातीच्ा क्बंदू कडे पित या आक्ि समाधानकािक वे्डि तयाि
264 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिती 2022) प्रात्यपषिक 1.7.101