
Page 281 - Welder - TP - Marathi
P. 281
7 40 ते 50% चांदी आक्ि 15-25% -15% जस्त उव्वरित तांबे असलेली
1.6 क्ममी ø क्फलि िॉड क्नवडा.
8 स्ाक्व लाइटिने ज्ोत प्ज्वक्लत कििे.
9 क्कं क्चत ऑल्क्सडायक्िंग ज्ोत सेट कििे.
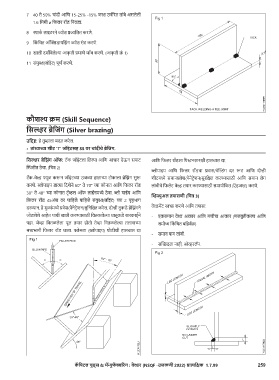
10 खाली दश्वक्वलेल्ा आकृ ती प्मािे जॉब कििे. (आकृ ती क्ं 1)
11 संयुक्त(जॉइंट) पूि्व कििे.
कौशल्य क्रम (Skill Sequence)
पसल्वव्हि ब्ेपजंग (Silver brazing)
उपदिष्: हे तुम्ाला मदत किेल.
• तरांब्राच्रा शतीट ‘T’ जॉइंटसह SS वि चरांदतीचे ब्ेपजंग.
पसल्वव्हि ब्ेपिंग ऑफ: टहॅक जॉइंटला क्तिपा आक्ि आधाि देऊन सपाट आक्ि क्फलि िॉडला क्पस्नसािखी हालचाल द्ा.
ल्थितीत ठे वा. (क्चत्र 2)
ब्ोपाइप आक्ि क्फलि िॉडचा प्वास/वेल््डिंग दि रूट आक्ि दोन्ी
टहॅक-वे्डि फ्ूज करून जॉइंटच्ा उजव्ा हाताच्ा टोकाला ब्रेक्िंग सुरू शीटमध्े समानप्वेश(पेनेट्रेशन)सुिक्षित किण्ासाठी आक्ि समान लेग
कििे. ब्ोपाइप डाव्ा क्दशेने 60° ते 70° च्ा कोनात आक्ि क्फलि िॉड लांबीचे क्फलेट वे्डि तयाि किण्ासाठी समायोक्जत (ऍडजस्) कििे.
30° ते 40° च्ा कोनात ट्रहॅव्ल ऑफ लाईनमध्े ठे वा. ब्ो पाईप आक्ि
स्व्हज्ुअल तिरासिती (पचत् 3)
क्फलि िॉड 45अंश वि पाक्हले पाक्हजे संयुक्त(जॉइंट) च्ा 2 पृष्ठभाग
दिम्ान. हे मुळांमध्े प्वेश(पेनेट्रेशन)सुक्नक्चित किेल. दोन्ी तुकडे ब्रेक्िंगने वे्डिमेंट स्वच्छ कििे आक्ि तपासा:
जोडलेले आहेत याची खात्री किण्ासाठी क्वतळलेल्ा धातूकडे बािकाईने - एकसमान वे्डि आकाि आक्ि मिीचा आकाि (मजबुतीकिि आक्ि
पहा. जेव्ा क्वतळलेला पूल तयाि होतो तेव्ा क्वतळलेल्ा तलावाच्ा समोच्च क्कं क्चत बक्हव्वक्)
मध्भागी क्फलि िॉड घाला. फ्लेमला (ब्ोपाइप) थोडीशी हालचाल द्ा
- समान पाय लांबी.
- सल्च्छरिता नाही, ओव्िलहॅप.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिती 2022) प्रात्यपषिक 1.7.99 259