
Page 134 - Turner - 1st year- TP - Marathi
P. 134
जॉि अर्ुक्रम (Job Sequence)
• िौकोनी लिेट ४ जॉ िक वर धरा. • योग्य rpm चनवडा आचि सेट करा.
• ४ जॉजसाठी जॉब सेट करिे सांदभ्य कॉन्सेस्ट््रक वतु्यळ रेषेिे समान • जॉब आचि कॅ रेज कडकपिे लॉक के लेले असल्ास माग्यदश्यक
अांतर समायोचजत करा. होलसाठी माग्यदश्यक चपन स्थित आहे.
• टेल स्टॉक स््पिांडलवर चड्र ल िक माउांट करा. • क्रचमक डेप्थ देत कां पाऊां ड स्ाइड हलवा.
• चड्र ल िक करण्ासाठी Ø१० चममी चड्र ल धरा. • ६ चममी लाांबीमध्े Ø७० चममी आकारािा बोअर बनवा.
• पायलट होलद्ारे १० चम.मी. • मशीन थाांबवा आचि आतील तुकडा काढू न टाका.
• ट्रेपॅचनांग टू ल सेट करा बोअर साइज ७० चममी करा, टू ल अॅडजस्ट करा • ट्रेपॅचनांग टू ल काळजीपूव्यक मागे घेतले जाते.
आचि टू ल कचटांग पॉइांट ३५ चममीवर सेंटर ऍस्क्सस सेट करा. • पररमाि तपासा
• टू ल हो्डिरला योग्य स्थितीत आचि मध्भागी उांिीवर पकडा.
कौशल् अर्ुक्रम (Skill sequence)
ट्रेिॅपर्ंग ऑििेशर् (Trepanning operation)
उपदिष्: या अभ्ासाच्ा शेवटी, तुम्ी सक्षम व्ाल
• ट्रेिॅपर्ंग टू लद्यािे पड्र पलंग मशीर्वि होल तययाि कििे.
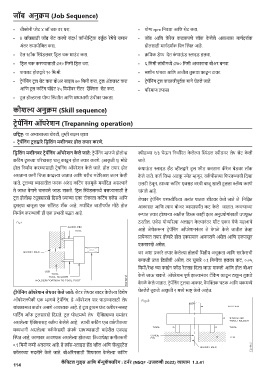
पड्र पलंग मशीर्वि ट्रेिॅपर्ंग ऑििेशर् के ले जयाते: ट्रेपॅचनांग म्िजे होलोव् ्पिीडच्ा १/३ घेऊन चनधा्यररत के लेल्ा स््पिांडल ्पिीडवर लेथ सेट के ली
कचटांग टू लच्ा पररघासह धातू काढू न होल तयार करिे. (आकृ ती १) मोठे जाते.
होल चनमा्यि करण्ासाठी ट्रेपचनांग ऑपरेशन के ले जाते. होल तयार होत कां पाऊां ड स्ाइड हँड व्ीलद्ारे टू ल फीड करताना कॅ रेज बेडवर लॉक
असताना कमी चिप्स काढल्ा जातात आचि बरीि मटेररअल जतन के ली के ले जाते. कल्य चिप्स अडकू नयेत म्िून, वक्य पीसच्ा चफरवण्ािी चदशा
जाते. टू लच्ा व्ासातील फरक अरुां द कचटांग एजमुळे मया्यचदत असल्ाने उलटी ठे वून, त्ाच्ा कचटांग एजसह वरिी बाजू खाली टू लला क्लॅम्प करिे
ते जास्त वेगाने िालवले जाऊ शकते. चड्र ल स््पिांडलमध्े बसण्ासाठी हे िाांगले आहे.
टू ल होलोव् ट्ूबसारखे चदसते ज्याच्ा एका टोकाला कचटांग एजेस आचि लेथवर ट्रेपॅचनांग यशस्वीररत्ा अत्ांत पातळ शीटवर के ले जाते जे चनचचित
दुसर् या बाजूला एक सॉचलड शँक आहे. मया्यचदत जाडीपययंत मोठे होल आकारात आचि त्ाि बोअर व्ासापययंत कट के ले जातात. किऱ्याच्ा
चनमा्यि करण्ािी ही एक प्रभावी पद्धत आहे. रूपात तयार होिाऱ्या आतील चडस्क काही इतर अनुप्रयोगाांसाठी उपयुक्त
ठरतील. एजेस योग्यररत्ा अलाइन के ल्ानांतर शीट एकत् घेिे महत्वािे
आहे जेिेकरून ट्रेपॅचनांग ऑपरेशननांतर ते वेगळे के ले जातील तेव्ा
प्रत्ेकात तयार होिारे होल एकसमान आकारािे असेल आचि एजपासून
एकसारखे असेल.
जर अशा प्रकारे तयार के लेल्ा होलिी चमतीय अिूकता आचि सरफे सिी
समाप्ती उच् चडग्ीिी असेल, तर सुमारे ०.१ चममीिा हलका कट, ०.०५
चममी/रेव् च्ा फाईन फीड रेटसह चदला जाऊ शकतो आचि होल बोअर
के ले जाऊ शकते. ऑपरेशन पूि्य िाल्ानांतर टॅचकां ग काढू न टाकू न तुकडे
वेगळे के ले जातात. ट्रेपॅचनांग टू लिा आकार, वैयस्क्तक घटक आचि िकमध्े
ट्र ीिॅपर्ंग ऑििेशर् लेथवि के ले जयाते: सेंटर लेथवर सादर के लेल्ा चवशेष घेतलेले तुकडे आकृ ती २ मध्े ्पिष्ट के ले आहेत.
ऑपरेशनपैकी एक म्िजे ट्रेपॅचनांग. हे ऑपरेशन पार पाडण्ासाठी लेथ
बाांधकामात कठोर असिे आवश्यक आहे. हे टू ल दुय्म फ्ां ट क्लीयरन्ससह
पाचटयंग ऑफ टू लसारखे चदसते. टू ल पोस्टमध्े लेथ ऍस्क्ससच्ा समाांतर
असलेल्ा ऍस्क्सससह क्लॅम्प के लेले आहे. त्ािी कचटांग एज वक्य पीसच्ा
मध्भागी असलेल्ा वक्य फे सशी सांपक्य साधण्ासाठी बाहेरील एजसह
स्थित आहे, कामावर आवश्यक असलेल्ा होलच्ा चत्ज्यापेक्षा कमीतकमी
०.१ चममी कमी अांतरावर आहे. हे क्रॉस-स्ाइड हँड व्ील आचि ग्ॅज्युएटेड
कॉलरच्ा मदतीने के ले जाते. बोअररांगसाठी चशफारस के लेल्ा कचटांग
114 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : टर््नि (NSQF -उजळिी 2022) व्याययाम 1.3.41