
Page 359 - Fitter - 1st Year - TP - Marathi
P. 359
अंत में कशटंग शकनारों पर ऑयल स्ोन लगाकर टू ल को लपेटे। सुशनशचित करें शक ग्ाइंशडंग करते समय ऑपरेटर को कशटंग एज शदखाई दे।
सुिक्षा सावधाप्नियां (Safety precautions) व्ील पटल पर ज्ादा दबाव न डालें।
सुशनशचित करें शक ग्ाइंशडंग व्ील उशचत रूप से संरशक्षत िैं । टू ल को कू लेंट में बार-बार ठं डा करें।
टू ल रेस् और ग्ाइंशडंग व्ील पटल के मध्य 2 शम मी का अंतर रखें ।
प्ंज कट पवपध द्ािा ‘V’ थ्ेड काट्निा (Cutting ‘V’ thread by plunge cut method)
उदिेश्य: यि आपकी मदद करेगा
• प्ंज कट पवपध द्ािा लेथ िि पसंगल िॉइंट टू ल का उियोग किके ‘V’ थ्ेड को काट्निा
थ्ेड में उनके उपयोग के अनुसार मोटे और मिीन शपच िोते िैं । मानक
मिीन शपच थ्ेड, दोनों बाह्य और आंतररक, सामान्यतः टैप और डाइस
का उपयोग करके काटे जाते िैं । जब इनका उत्ादन बड़ी मात्रा में शकया
जाता िै, तो शवशभ न्न मशीन टू ल्स पर अलग-अलग तरीके अपनाए जाते िैं।
यदशप, कभी-कभी, कें द् ले्थ पर एकल शबंदु उपकरण द्ारा थ्ेड को काटना
आवश्यक िो सकता िै ।
शसंगल पॉइंट टू ल द्ारा थ्ेशडंग की प्ंज कट शवशध, थ्ेड फॉम्न को बनाने के
शलए टू ल को काय्न में प्ंज करके की जाती िै । उपकरण की नोक, सा्थ िी
उपकरण के दो शक नारे थ्ेड काटने के दौरान धातु को िटा देंगें और इसशलए
उपकरण पर भार अशधक िोगा । चूंशक थ्ेड पर एक अछिा पररष्रण प्राप्त
करने की संभावना सीशमत िै , इसशल ए यि शवशध मिीन शपच थ्ेड कशटंग
पर लागू िोती िै।
प्ंज कट द्ारा ‘V’ थ्ेड काटने का प्रशक्रयात्मक क्रम शन म्नशलस्खत िै ।
बैकलैश को समाप्त करते हुए क्रॉस-स्ाइड और कं पाउंड स्ाइड ग्ेजुएटेड
कॉलर को शुन्य पर सेट करें ।
उपकरण को प्रारंशभक शबंदु पर लाएं और िाफ नट को लगाएं ।
टू ल को टरिायल कट लेने की अनुमशत दें , गिराई को क्रॉस-स्ाइड ग्ेजुएटेड
कॉलर के 0.05 शममी शडवीज़न शदए जा रिे िैं। (Fig 4)
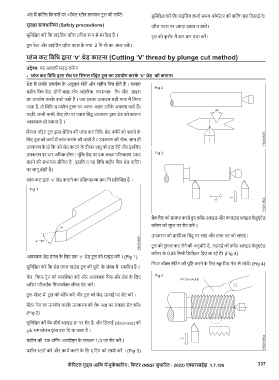
आवश्यक थ्ेड एं गल के शलए एक ‘V’ थ्ेड टू ल को ग्ाइंड करें । (Fig 1)
शगयर बॉक्स सेशटंग की पुशष्ट करने के शलए स्कू शपच गेज से जांचें। (Fig 4)
सुशनशचित करें शक थ्ेड एं गल ग्ाउंड टू ल की धुरी के संबंध में समशमत िै ।
चेंज शगयर टरिेन को व्यवस्स््थत करें और आवश्यक शपच और थ्ेड के शलए
त्ररत पररवत्नक शगयरबॉक्स लीवर सेट करें।
टू ल-पोस् में टू ल को क्ैंप करें और टू ल को कें द् ऊं चाई पर सेट करें ।
सेंटर गेज का उपयोग करके उपकरण को ले्थ अक्ष पर लंबवत सेट करें।
(Fig 2)
सुशनशचित करें शक शीष्न स्ाइड 0° पर सेट िै, और शढलाई (slackness) को
gib समायोजन द्ारा िटा शद या जाता िै ।
मशीन की रफ टशनिंग आरपीएम के लगभग 1/3 पर सेट करें ।
मशीन स्ाट्न करें और काय्न करने के शल ए शटप को स्पश्न करें । (Fig 3)
337
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.106