
Page 357 - Fitter - 1st Year - TP - Marathi
P. 357
प्रमुख सामग्ी एवं पवप्निमा्कि (Capital Goods and Manufacturing) अभ्ास 1.7.106
पफटि - टप्नििंग (Fitter - Turning)
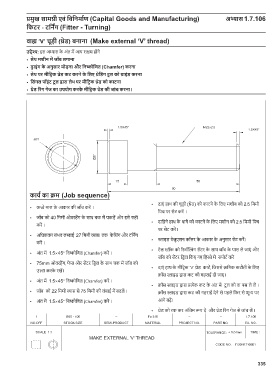
वाह्य ‘V’ चूड़ी (थ्ेड) ब्निा्निा (Make external ‘V’ thread)
उदिेश्य: इस अभ्ास के अंत में आप सक्षम िोंगे
• लेथ मशी्नि में जॉब लगा्निा
• डरि ाइंग के अ्निुसाि मोड़्निा औि प्निष्ोपित (Chamfer) कि्निा
• लेथ िि मीपटरि क थ्ेड कट कि्निे के पलए थ्ेपडंग टू ल को ग्ाइंड कि्निा
• पसंगल िॉइंट टू ल द्ािा लेथ िि मीपटरि क थ्ेड को काट्निा
• थ्ेड रिंग गेज का उियोग किके मीपटरि क थ्ेड की जांच कि्निा।
काय्क का क्रम (Job sequence)
• दाएं िा्थ की चूड़ी (थ्ेड) को काटने के शलए मशीन को 2.5 शममी
• कच्े माल के आकार की जाँच करें ।
शपच पर सेट करें ।
• जॉब को 40 शममी ओवरिैंग के सा्थ चक में पकड़ें और इसे सिी
करें । • दाशिने िा्थ के धागे को काटने के शलए मशीन को 2.5 शममी शपच
पर सेट करें।
• अशधकतम संभव लम्ाई 27 शममी व्यास तक फे शसंग और टशनिंग
करें । • स्ाइड ग्ेजुएशन कॉलर के आकार के अनुसार सेट करेें।
• टेल स्ॉक को ररवॉस््विंग सेंटर के सा्थ जॉब के पास ले जाएं और
• अंत में 1.5×45° शनष्ोशणत (Chamfer) करें ।
जॉब को सेंटर शडरि ल शकए गए शिस्े में सपोट्न करें
• 75mm ओवरिैंग, फे स और सेंटर शडरि ल के सा्थ चक में जॉब को
उल्ा करके रखें। • दाएं िा्थ के मीशटरिक ‘V’ थ्ेड काटें, शजससे क्रशमक कटौती के शलए
क्रॉस स्ाइड द्ारा कट की गिराई दी जाए।
• अंत में 1.5×45° शनष्ोशणत (Chamfer) करें ।
• क्रॉस स्ाइड द्ारा प्रत्ेक कट के अंत में टू ल को वा पस ले लें ।
• जॉब को 22 शममी व्यास से 75 शममी की लंबाई में बदलें । क्रॉस स्ाइड द्ारा कट की गिराई देने से पिले शफर से शून्य पर
• अंत में 1.5×45° शनष्ोशणत (Chamfer) करें । आगे बढ़ें।
• थ्ेड को रफ कर अंशतम रूप दें और थ्ेड ररंग गेज से जांच लें ।
335