
Page 77 - Welder - TP - Kannada
P. 77
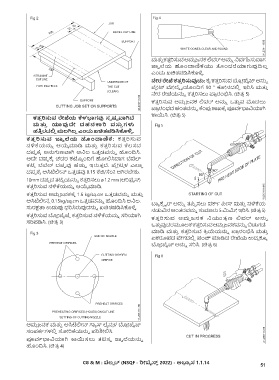
Fig 4
ಮತ್್ತ ಕತ್್ತ ರಿಸುವ ಆಮಲಿ ಜನಕ ಲ್ವರ್ ಅನ್ನು ನಿವ್ಗಹಿಸುವಾಗ
ಜ್್ವ ಲೆಯ ಹೊಂದಾಣಿಕೆಯು ತ್ಂದರೆಯಾಗುವುದಿಲಲಿ
ಎಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ನೇರ ರೇಖೆ ಕ್ತತು ರಿಸುವುದು: ಕೈ ಕತ್್ತ ರಿಸುವ ಬಲಿ ರೋಪೈಪ್ ಅನ್ನು
ಪ್ಲಿ ರೋಟ್ ಮೇಲೆ್ಮ ಮೈಯಂದಿಗೆ 90 ° ಕೊರೋನದಲ್ಲಿ ಇರಿಸಿ ಮತ್್ತ
ನೇರ ರೇಖೆಯನ್ನು ಕತ್್ತ ರಿಸಲು ಪ್್ರ ರಂಭಿಸಿ. (ಚಿತ್್ರ 5)
ಕತ್್ತ ರಿಸುವ ಆಮಲಿ ಜನಕ ಲ್ವರ್ ಅನ್ನು ಒತ್್ತ ವ ಮೊದಲು
ಪ್್ರ ರಂಭ್ದ ಹಂತ್ವನ್ನು ಕೆಂಪು ಶಾಖಕೆಕೆ ಪೂವ್ಗಭ್ವಿಯಾಗಿ
ಕಾಯಿಸಿ. (ಚಿತ್್ರ 5)
ಕ್ತತು ರಿಸುವ ರೇಖೆಯ ಕೆಳಭ್ಗವು ಸಪಿ ಷ್ಟಿ ವ್ಗಿದ್
ಮತ್ತು ಯಾ ವುದೇ ದ ಹನ ಕ್ ರಿ ವ ಸುತು ಗ ಳು
ಹತಿತು ರದಲ್ಲಿ ಮಲ್ಗಿಲ್ಲಿ ಎಿಂದು ಖಚಿತಪ್ಡಿಸಿಕೊಳಿಳಿ .
ಕ್ತತು ರಿಸುವ ಜ್ವಾ ಲೆಯ ಹೊಿಂದಾಣಿಕೆ: ಕತ್್ತ ರಿಸುವ
ನಳಿಕೆಯನ್ನು ಆಯ್ಕೆ ಮಾಡಿ ಮತ್್ತ ಕತ್್ತ ರಿಸುವ ಕೆಲಸದ
ದಪ್ಪ ಕೆಕೆ ಅನ್ಗುಣವಾಗಿ ಅನಿಲ ಒತ್್ತ ಡವನ್ನು ಹೊಂದಿಸಿ.
ಅದೇ ದಪ್ಪ ಕೆಕೆ ಚದರ ಕಟ್ನು ಂದಿಗೆ ಹೊರೋಲ್ಸಿದಾಗ ಬೆವೆಲ್
ಕಟೆ್ಟ್ ಬೆವೆಲ್ ದಪ್ಪ ವು ಹೆಚುಚಿ ಇರುತ್್ತ ದೆ. ಪ್ಲಿ ರೋರ್್ಟ್ ಳ ಎಲಾಲಿ
ದಪ್ಪ ಕೆಕೆ ಅಸಿಟ್ಲ್ರೋರ್ ಒತ್್ತ ಡವು 0.15 ಕೆಜಿ/ಸ್ಂ2 ಆಗಿರಬೇಕು.
10mm ದಪ್ಪ ದ ತ್ಟೆ್ಟ ಯನ್ನು ಕತ್್ತ ರಿಸಲು ø 1.2 mm (ಆರಿಫೈಸ್)
ಕತ್್ತ ರಿಸುವ ನಳಿಕೆಯನ್ನು ಆಯ್ಕೆ ಮಾಡಿ.
ಕತ್್ತ ರಿಸುವ ಆಮಲಿ ಜನಕಕೆಕೆ 1.6 kg/sq.cm ಒತ್್ತ ಡವನ್ನು ಮತ್್ತ
ಅಸಿಟ್ಲ್ರೋನೆ್ಟ್ 0.15kg/sq.cm ಒತ್್ತ ಡವನ್ನು ಹೊಂದಿಸಿ ಅನಿಲ. ಬಾಯಾ ಕೆ್ಫ ಮೈರ್ ಅನ್ನು ತ್ಪಿ್ಪ ಸಲು ವಕ್್ಗ ಪಿರೋಸ್ ಮತ್್ತ ನಳಿಕೆಯ
ಸುರಕ್ಷತಾ ಉಡುಪು ಧ್ರಿಸಿರುವುದನ್ನು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ . ನಡುವಿನ ಅಂತ್ರವನ್ನು ಸುಮಾರು 5 ಮಿಮಿರೋ ಇರಿಸಿ. (ಚಿತ್್ರ 5)
ಕತ್್ತ ರಿಸುವ ಬಲಿ ರೋಪೈಪ್್ಟ್ ಕತ್್ತ ರಿಸುವ ನಳಿಕೆಯನ್ನು ಸರಿಯಾಗಿ ಕತ್್ತ ರಿಸುವ ಆಮಲಿ ಜನಕ ನಿಯಂತ್್ರ ಣ ಲ್ವರ್ ಅನ್ನು
ಸರಿಪಡಿಸಿ. (ಚಿತ್್ರ 3) ಒತ್್ತ ವುದರ ಮೂಲಕ ಕತ್್ತ ರಿಸುವ ಆಮಲಿ ಜನಕವನ್ನು ಬಿಡುಗಡೆ
ಮಾಡಿ ಮತ್್ತ ಕತ್್ತ ರಿಸುವ ಕ್್ರ ಯ್ಯನ್ನು ಪ್್ರ ರಂಭಿಸಿ ಮತ್್ತ
ಏಕರೂಪದ ವೇಗದಲ್ಲಿ ಪಂಚ್ ಮಾಡಿದ ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ
ಬಲಿ ರೋಪೈಪ್ ಅನ್ನು ಸರಿಸಿ. (ಚಿತ್್ರ 6)
ಆಮಲಿ ಜನಕ ಮತ್್ತ ಅಸಿಟ್ಲ್ರೋರ್ ಗಾಯಾ ಸ್ ಲೈನ್ಟ್ ಳ ಬಲಿ ರೋಪೈಪ್
ಸಂಪಕ್ಗಗಳಲ್ಲಿ ಸ್ರೋರಿಕೆಯನ್ನು ಪರಿಶರೋಲ್ಸಿ.
ಪೂವ್ಗಭ್ವಿಯಾಗಿ ಕಾಯಿಸಲು ತ್ರ್ಸ್ಥ ಜ್್ವ ಲೆಯನ್ನು
ಹೊಂದಿಸಿ. (ಚಿತ್್ರ 4)
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿರೋವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.1.14 51