
Page 74 - Welder - TP - Kannada
P. 74
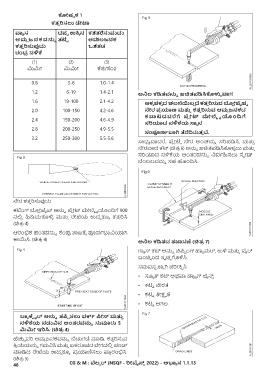
ಕೊರೋಷ್ಟಿ ಕ್ 1
ಕ್ತತು ರಿಸಲು ಡೇಟ್
ವ್ಯಾ ಸ ದಪ್ಪಿ ಉಕ್ಕೆ ನ ಕ್ತ್ತರಿಸುವುದು
ಆಮಲಿ ಜನಕ್ವನುನು ತಟೆಟಿ ಆಮ್ಲ್ಜನಕ್
ಕ್ತತು ರಿಸುವುದು ಒತ್ತಡ
ರಂಧ್ರ ನಳಿಕೆ
(1) (2) (3)
ಮಿಮಿರೋ ಮಿಮಿರೋ ಕೆಜಿ/ಸ್ಂ2
0.8 3-6 1.0-1.4
1.2 6-19 1.4-2.1
ಅನಲ್ ಕ್ಡಿತವನುನು ಖಚಿತಪ್ಡಿಸಿಕೊಳುಳಿ ವ್ಗ
1.6 19-100 2.1-4.2
ಅಕ್ಕೆ ಪ್ಕ್ಕೆ ದ ಚ್ಲ್ನೆಯಿಲ್ಲಿ ದ್ ಕ್ತತು ರಿಸುವ ಬಲಿ ರೋಪೈಪ್ನು
2.0 100-150 4.2-4.6 ನೇರ ಪ್್ರ ಯಾಣ ಮತ್ತು ಕ್ತತು ರಿಸುವ ಆಮಲಿ ಜನಕ್ದ
2.4 150-200 4.6-4.9 ಕ್ವ್ಟದವರೆಗೆ ಪ್ಲಿ ರೋಟ್ ಮೇಲೆ್ಮ ಮೈಯಿಂದಿಗೆ
ಸರಿಯಾದ ನಳಿಕೆಯ ಸಾ್ಥ ನ
2.8 200-250 4.9-5.5
ಸಂಪೂಣ್ಶವ್ಗಿ ತೆರೆದಿರುತತು ದ್.
3.2 250-300 5.5-5.6
ಸಾಧ್ಯಾ ವಾದರೆ, ಪ್ಲಿ ರೋಟೆ್ಟ್ ನೇರ ಅಂಚನ್ನು ಸರಿಪಡಿಸಿ, ಮತ್್ತ
ನೇರವಾದ ಕಟ್ (ಚಿತ್್ರ 6) ಅನ್ನು ಖಚಿತ್ಪಡಿಸಿಕೊಳಳಿ ಲು ಮತ್್ತ
ಸರಿಯಾದ ನಳಿಕೆಯ ಅಂತ್ರವನ್ನು ನಿವ್ಗಹಿಸಲು ಸ್್ಪ ರೋಡ್
ಬೆಂಬಲವನ್ನು ಸಹ ಹೊಂದಿಸಿ.
ನೇರ ಕತ್್ತ ರಿಸುವುದು
ಕಟ್ಂಗ್ ಬಲಿ ರೋಪೈಪ್ ಅನ್ನು ಪ್ಲಿ ರೋಟ್ ಮೇಲೆ್ಮ ಮೈಯಂದಿಗೆ 900
ನಲ್ಲಿ ಹಿಡಿದುಕೊಳಿಳಿ ಮತ್್ತ ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ ಕತ್್ತ ರಿಸಿ
(ಚಿತ್್ರ 4)
ಆರಂಭಿಕ ಹಂತ್ವನ್ನು ಕೆಂಪು ಶಾಖಕೆಕೆ ಪೂವ್ಗಭ್ವಿಯಾಗಿ
ಕಾಯಿಸಿ. (ಚಿತ್್ರ 4)
ಅನಲ್ ಕ್ಡಿತದ ತಪಾಸಣೆ (ಚಿತ್ರ 7)
ಗಾಯಾ ಸ್ ಕಟ್ ಅನ್ನು ಚಿಪಿ್ಪ ಂಗ್ ಹಾಯಾ ಮರ್, ಉಳಿ ಮತ್್ತ ವೈರ್
ಬಂಚಿನು ಂದ ಸ್ವ ಚ್ಛ ಗಳಿಸಿ.
ಸಮವಸ್ತ ್ರಕಾಕೆ ಗಿ ಪರಿರೋಕ್ಷಿ ಸಿ
• ಸೂ್ಮ ತ್ ಕಟ್ ಅಥವಾ ಡ್್ರ ಯಾ ಗ್ ಲೈರ್್ರ್
• ಕರ್ನು ನೇರತೆ
• ಕರ್ನು ತಿರೋಕ್ಷ್ಣ ತೆ
• ಕರ್ನು ಅಗಲ.
ಬಾಯಾ ಕೆ್ಫ ಮೈರ್ ಅನುನು ತಪಿಪಿ ಸಲು ವಕ್್ಶ ಪಿರೋಸ್ ಮತ್ತು
ನಳಿಕೆಯ ನಡುವಿನ ಅಿಂತರವನುನು ಸುಮ್ರು 5
ಮ್ಮ್ರೋ ಇರಿಸಿ. (ಚಿತ್ರ 4)
ಹೆಚುಚಿ ವರಿ ಆಮಲಿ ಜನಕವನ್ನು ಬಿಡುಗಡೆ ಮಾಡಿ, ಕತ್್ತ ರಿಸುವ
ಕ್್ರ ಯ್ಯನ್ನು ಗಮನಿಸಿ ಮತ್್ತ ಏಕರೂಪದ ವೇಗದಲ್ಲಿ ಪಂಚ್
ಮಾಡಿದ ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ ಪ್ರ ಯಾಣಿಸಲು ಪ್್ರ ರಂಭಿಸಿ.
(ಚಿತ್್ರ 5)
48 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿರೋವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.1.13