
Page 287 - Welder - TP - Kannada
P. 287
ಕೆಲ್ಸದ ಅನುಕ್ರಾ ಮ (Job Sequence)
1 ಪೈಪ್್ಗ ಳನ್ನು ನಿದಿ್ಭಷ್್ಟ ರ್ತ್್ರ ಕೆ್ಕ ಕತ್್ತ ರಿಸಿ.
ಸೌ ಮಯಾ ವಾ ದ ಉಕ್್ಕ ನ ಲ್್ಲ ಶಾ ಖೆಯ ಘ ಟ ಕ್ ಗ್ ಳ ನುನು
ಕ್ತತು ರಿಸುವುದು
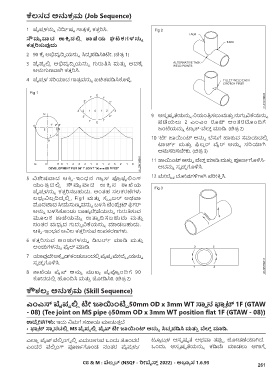
2 90 ಕೆ್ಕ ಅಭಿವೃದಿ್ಧ ಯನ್ನು ಸಿದ್ಧ ಪ್ಡಿಸಿ0ಟಿಟೇ. (ಚಿತ್್ರ 1)
3 ಪೈಪ್ನು ಲ್ಲಿ ಅಭಿವೃದಿ್ಧ ಯನ್ನು ಗುರುತಿಸಿ ಮತ್್ತ ಅದಕೆ್ಕ
ಅನ್ಗುಣವಾಗಿ ಕತ್್ತ ರಿಸಿ.
4 ಪೈಪ್್ಗ ಳ ಸರಿಯಾದ ರ್ತ್್ರ ವನ್ನು ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳಿಳಿ .
9 ಅಸಪಿ ಷ್್ಟ ತೆಯನ್ನು ನಿಯಂತಿ್ರ ಸಲು ಮತ್್ತ ನ್ಗು್ಗ ವಿಕೆಯನ್ನು
ಪ್ಡೆಯಲು 2 ಎೊಂಎೊಂ ರೂಟ್ ಅೊಂತ್ರದೊಂದಿಗೆ
ಜಂಟಿಯನ್ನು ಟ್ಯಾ ರ್-ವೆಲ್್ಡಿ ಮಾಡಿ. (ಚಿತ್್ರ 2)
10 ‘ಟಿಟೇ’ ಜಾಯಿೊಂಟ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸಮಯದಲ್ಲಿ
ಟ್ರ್್ಭ ಮತ್್ತ ಫಿಲಲಿ ರ್ ವೈರ್ ಅನ್ನು ಸರಿಯಾಗಿ
ಅನ್ಸರಿಸಬೇಕು. (ಚಿತ್್ರ 3)
11 ಜಾಯಿೊಂಟ್ ಅನ್ನು ವೆಲ್್ಡಿ ಮಾಡಿ ಮತ್್ತ ಪೂಣ್ಭಗೊಳಿಸಿ-
ಅದನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
5 ವಿಶೇಷ್ವಾದ ಆಕ್್ಸ್ -ಇೊಂಧ್ನ್ ರ್ಯಾ ಸ್ ಪ್್ರ ಫೈಲ್ೊಂಗ್ 12 ಮೇಲ್್ಮ ಮೈ ದಟೇಷ್ಗಳಿರ್ಗಿ ಪ್ರಿಟೇಕ್ಷಾ ಸಿ.
ಯಂತ್್ರ ದಲ್ಲಿ ಸೌ ಮಯಾ ವಾದ ಉಕ್್ಕ ನ್ ಶಾಖೆ ಯ
ಪೈಪ್್ಗ ಳನ್ನು ಕತ್್ತ ರಿಸಬ್ಹುದು. ಅೊಂತ್ಹ ಸಲಕರಣೆಗಳು
ಲರ್ಯಾ ವಿಲಲಿ ದಿದ್ದ ಲ್ಲಿ , Fig1 ಮತ್್ತ ಸ್್ಕ ್ರಮೈಬ್ರ್ ಅಥವಾ
ಮೊನ್ಚಾದ ಸಿಟೇಮೆಸುಣ್ಣ ವನ್ನು ಬ್ಳಸಿ ಟ್ೊಂಪ್ಲಿ ಟೇಟ್ ಫಿಗರ್
ಅನ್ನು ಬ್ಳಸಿಕೊೊಂಡು ಬ್ಹಯಾ ರೇಖೆಯನ್ನು ಗುರುತಿಸುವ
ಮೂಲಕ ಶಾಖೆಯನ್ನು ಉತಾಪಿ ದಿಸಬ್ಹುದು ಮತ್್ತ
ನಂತ್ರ ಮಧ್ಯಾ ದ ಗುದು್ದ ವಿಕೆಯನ್ನು ಮಾಡಬ್ಹುದು.
ಆಕ್್ಸ್ -ಇೊಂಧ್ನ್ ಅನಿಲ ಕತ್್ತ ರಿಸುವ ಉಪ್ಕರಣಗಳು.
6 ಕತ್್ತ ರಿಸುವ ಅೊಂಚುಗಳನ್ನು ಡಿಬ್ರ್್ಭ ಮಾಡಿ ಮತ್್ತ
ಅೊಂಚುಗಳನ್ನು ಫೈಲ್ ಮಾಡಿ.
7 ಯಾವುದೇ ಆಕೆ್ಸ್ ಮೈಡ್ ಕಂಡುಬಂದಲ್ಲಿ ಪೈಪ್ನು ಮೇಲ್್ಮ ಮೈಯನ್ನು
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
8 ಶಾಖೆಯ ಪೈಪ್ ಅನ್ನು ಮುಖಯಾ ಪೈಪ್ನು ೊಂದಿಗೆ 90
ಕೊಟೇನ್ದಲ್ಲಿ ಹೊೊಂದಿಸಿ ಮತ್್ತ ಜಟೇಡಿಸಿ0. (ಚಿತ್್ರ 2)
ಕೌಶಲ್ಯಾ ಅನುಕ್ರಾ ಮ (Skill Sequence)
ಎಿಂಎಸ್ ಪೈಪ್ನು ಲ್್ಲ ಟದೇ ಜಾಯಿಿಂಟಫಿ 50mm OD x 3mm WT ಸ್ಥಾ ನ ಫ್್ಲ ಟ್ 1F (GTAW
- 08) (Tee joint on MS pipe φ50mm OD x 3mm WT position flat 1F (GTAW - 08))
ಉದ್್ದ ದೇಶಗ್ಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಫ್್ಲ ಟ್ ಸ್ಥಾ ನದಲ್್ಲ MS ಪೈಪ್ನು ಲ್್ಲ ಪೈಪ್ ಟದೇ ಜಾಯಿಿಂಟ್ ಅನುನು ಸಿದ್ಧ ಪ್ಡಿಸಿ ಮತ್ತು ವೆಲ್್ಡ ಮ್ಡಿ.
ಎಲಾಲಿ ಪೈಪ್ ವೆಲ್್ಡಿ ೊಂಗನು ಲ್ಲಿ ಎದುರಾಗುವ ಒೊಂದು ತೊಂದರೆ ಟ್ಯಾ ಬ್್ಗ ಳ ಅಸಪಿ ಷ್್ಟ ತೆ ಅಥವಾ ತ್ಪುಪಿ ಜಟೇಡಣೆಯಾಗಿದೆ.
ಎೊಂದರೆ ವೆಲ್್ಡಿ ೊಂಗ್ ಪೂಣ್ಭಗೊೊಂಡ ನಂತ್ರ ಪೈಪ್್ಗ ಳು/ ಒೊಂದು, ಅಸಪಿ ಷ್್ಟ ತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಆರ್ಗೆ್ಗ
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿದೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.6.93 261