
Page 284 - Welder - TP - Kannada
P. 284
ಕೆಲ್ಸದ ಅನುಕ್ರಾ ಮ (Job Sequence)
1 ನಿಟೇಡಿರುವ ಆಯಾಮಗಳ ಪ್್ರ ಕಾರ ಅಲ್ಯಾ ಮಿನಿಯಂ 5 ಉತ್್ತ ಮ ವೆಲ್್ಡಿ ಫಲ್ತಾೊಂಶಕಾ್ಕ ಗಿ ಪೈಪ್ ಅನ್ನು ಏಕರೂಪ್ದ
ಪೈಪ್ ಅನ್ನು ಕತ್್ತ ರಿಸಿ ತ್ಯಾರಿಸಿ. ವೇಗದಲ್ಲಿ ತಿರುಗಿಸಿ.
2 ವಿಟೇ ಬ್ಲಿ ರ್-ಆೊಂಗಲ್ ಕಬಿಬು ಣದ ಸಹಾಯದಿೊಂದ ಟ್ಯಾ ರ್ 6 ಪೈ ಪ್ ಅನ್ನು ಮು ೊಂ ದಿ ನ್ ಭ್ ಗ ಕೆ್ಕ ತಿರು ಗಿಸುವ
ವೆಲ್್ಡಿ ಮಾಡಲು ಪೈಪ್್ಗ ಳನ್ನು ಸಮತ್ಟ್್ಟ ದ ಸಾಥೆ ನ್ದಲ್ಲಿ ಮೂಲಕ ಮತ್್ತ ಷ್್ಟ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್್ತ ದೆ ಮತ್್ತ
(ಬ್ಟ್) ಜಟೇಡಿಸಿ. ಪೂಣ್ಭಗೊೊಂಡಿದೆ.
3 ಕ್ಟೇಲುಗಳನ್ನು 120 ರಲ್ಲಿ ಟ್ಯಾ ರ್ ಮಾಡಿ0ತಿರುಗುವ 7 ಜಂಟಿ ಸಂಪೂಣ್ಭವಾಗಿ ಬೆಸುಗೆಯಾಗುವವರೆಗೆ ಮೇಲ್ನ್
ಮೂಲಕ ಮತ್್ತ ಟ್ಯಾ ಕ್ೊಂಗ್ ಅನ್ನು ಪೂಣ್ಭಗೊಳಿಸಿ. ವಿಧಾನ್ವನ್ನು ಪುನ್ರಾವತಿ್ಭಸಿ.
4 ಕೆಳಮುಖವಾಗಿ ಬೆಸುಗೆ ಹಾಕುವ ಸಾಥೆ ನ್ವನ್ನು ನಿವ್ಭಹಸಲು 8 ತಿರುಗುವ ಫಿಕಚಿ ನಿ್ಭೊಂದ ವಕ್ಪಿ ಟೇ್ಭಸ್ ಅನ್ನು ತೆಗೆದುಹಾಕ್.
ರಟೇಲರ್ ಸಾ್ಟ ಯಾ ೊಂಡ್ ಅನ್ನು ಬ್ಳಸಿ. 9 ವೆಲ್್ಡಿ ಮಣಿಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ ಮತ್್ತ ಪ್ರಿಟೇಕ್ಷಾ ಸಿ.
ಕೌಶಲ್ಯಾ ಅನುಕ್ರಾ ಮ (Skill Sequence)
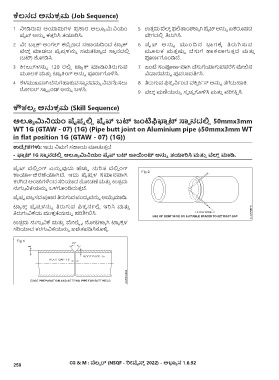
ಅಲ್ಯಾ ಮಿನಿಯಂ ಪೈಪ್ನು ಲ್್ಲ ಪೈಪ್ ಬಟ್ ಜಂಟಫಿಫ್್ಲ ಟ್ ಸ್ಥಾ ನದಲ್್ಲ 50mmx3mm
WT 1G (GTAW - 07) (1G) (Pipe butt joint on Aluminium pipe φ50mmx3mm WT
in flat position 1G (GTAW - 07) (1G))
ಉದ್್ದ ದೇಶಗ್ಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಫ್್ಲ ಟ್ 1G ಸ್ಥಾ ನದಲ್್ಲ ಅಲ್ಯಾ ಮಿನಿಯಂ ಪೈಪ್ ಬಟ್ ಜಾಯಿಿಂಟ್ ಅನುನು ತಯಾರಿಸಿ ಮತ್ತು ವೆಲ್್ಡ ಮ್ಡಿ.
ಪೈಪ್ ವೆಲ್್ಡಿ ೊಂಗ್ ಎನ್ನು ವುದು ಹೆಚುಚಿ ನ್ರಿತ್ ವೆಲ್್ಡಿ ೊಂಗ್
ಕಾಯಾ್ಭಚ್ರಣೆಯಾಗಿದೆ, ಇದು ಪೈಪ್್ಗ ಳ ಸಮಾನ್ವಾಗಿ
ಕರಗಿದ ಅೊಂಚುಗಳಿೊಂದ ಸರಿಯಾದ ಜಟೇಡಣೆ ಮತ್್ತ ಉತ್್ತ ಮ
ನ್ಗು್ಗ ವಿಕೆಯನ್ನು ಒಳಗೊೊಂಡಿರುತ್್ತ ದೆ.
ಪೈಪ್ನು ವಾಯಾ ಸದ ಪ್್ರ ಕಾರ ತಿರುಗುವ ಪಂದಯಾ ವನ್ನು ಆಯ್್ಕ ಮಾಡಿ.
ಟ್ಯಾ ರ್್ಡಿ ಪೈಪ್್ಗ ಳನ್ನು ತಿರುಗುವ ಫಿಕಚಿ ನ್್ಭಲ್ಲಿ ಇರಿಸಿ ಮತ್್ತ
ತಿರುಗುವಿಕೆಯ ಮುಕ್ತ ತೆಯನ್ನು ಪ್ರಿಶಟೇಲ್ಸಿ.
ಉತ್್ತ ಮ ನ್ಗು್ಗ ವಿಕೆ ಮತ್್ತ ಮೇಲ್್ಮ ಮೈ ನ್ಟೇಟ್ಕಾ್ಕ ಗಿ ಟ್ಯಾ ಕ್ಗ ಳ
ಸರಿಯಾದ ಕರಗುವಿಕೆಯನ್ನು ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳಿಳಿ .
.
258 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿದೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.6.92