
Page 214 - Welder - TP - Kannada
P. 214
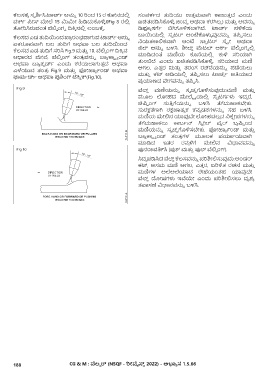
ಕೆಲಸಕೆಕೆ ಸಪೂ ಶಚ್ಸಿ.ಟಾರ್ಚ್ ಅನ್ನು 10 ರಿಿಂದ 15 ರ ಕೊೋನ್ದಲ್ಲಿ ಸಂಪರ್ಚ್ದ ತ್ದಿಯು ಉತ್್ತ ಮವಾಗಿ ಕಾಣುತ್್ತ ದೆ ಎಿಂದು
ವರ್ಚ್ ಪಿೋಸ್ ಮೇಲ್ 15 ರ್ರ್ೋ ಹಡಿದುಕೊಳಿಳಿ 0Fig 8 ರಲ್ಲಿ ಖ್ಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ (ಉದ್ದ ಅಥವಾ ರ್ರಗಿಲಲಿ ) ಮತ್್ತ ಅದನ್ನು
ತೋರಿಸಿರುವಂತೆ ವೆಲ್್ಡಿ ಿಂಗನು ದಿಕಿಕೆ ನ್ಲ್ಲಿ ಲಂಬಕೆಕೆ . ಡಿಫ್ಯಾ ಸಗೆಚ್ ಬಿಗಿಗೊಳಿಸಲ್ಗಿದೆ. ಟಾರ್ಚ್ ನ್ಳಿಕೆಯ
ಕೆಲಸದ ಎಡ ತ್ದಿಯಿಿಂದ ಪ್್ರ ರಂಭವಾಗುವ ಟಾರ್ಚ್ ಅನ್ನು ಬಾಯಿಯಲ್ಲಿ ಸಪೂ ಟರ್ ಅಿಂಟಿಕೊಳುಳಿ ವುದನ್ನು ತ್ಪಿಪೂ ಸಲು
ಏರ್ರೂಪವಾಗಿ ಬಲ ತ್ದಿಗೆ ಅಥವಾ ಬಲ ತ್ದಿಯಿಿಂದ ನಿಯತ್ಕಾಲ್ರ್ವಾಗಿ ಆಿಂಟಿ ಸಾಪೂ ಟರ್ ಸ್ಪೂ ್ರಿೋ ಅಥವಾ
ಕೆಲಸದ ಎಡ ತ್ದಿಗೆ ಸರಿಸಿ Fig.9 ಮತ್್ತ 10. ವೆಲ್್ಡಿ ಿಂಗ್ ದಿಕಿಕೆ ನ್ ಜೆಲ್ ಅನ್ನು ಬಳಸಿ. ಶೋಲ್್ಡಿ ಮೆಟಲ್ ಆರ್ಚ್ ವೆಲ್್ಡಿ ಿಂಗನು ಲ್ಲಿ
ಆಧಾರದ ಮೇಲ್, ವೆಲ್್ಡಿ ಿಂಗ್ ತಂತ್್ರ ವನ್ನು ಬಾಯಾ ಕಾ್ಹ್ ಯಾ ಿಂಡ್ ಮಾಡಿದಂತೆ ಮಣಿಯ ಕೊನೆಯಲ್ಲಿ ಕುಳಿ ಸರಿಯಾಗಿ
ಅಥವಾ ಬಾಯಾ ರ್ವಾ ಡ್ಚ್ ಎಿಂದು ರ್ರೆಯಲ್ಗುತ್್ತ ದೆ ಅಥವಾ ತ್ಿಂಬಿದೆ ಎಿಂದು ಖ್ಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ . ಸರಿಯಾದ ಮಣಿ
ಎಳೆಯುವ ತಂತ್್ರ Fig.9 ಮತ್್ತ ಫ್ೋಹಾಯಾ ಚ್ಿಂಡ್ ಅಥವಾ ಅಗಲ, ಎತ್್ತ ರ ಮತ್್ತ ತ್ರಂಗ ರರ್ನೆಯನ್ನು ಪಡ್ಯಲು
ಫ್ವಚ್ಡ್ಚ್ ಅಥವಾ ಪುಶಿಂಗ್ ಟ್ಕಿನು ರ್(Fig.10). ಮತ್್ತ ರ್ಟ್ ಅಡಿಯಲ್ಲಿ ತ್ಪಿಪೂ ಸಲು ಟಾರ್್ಗ ಚ್ ಅತಿಯಾದ
ಪ್ರ ಯಾಣದ ವೇಗವನ್ನು ತ್ಪಿಪೂ ಸಿ.
ವೆಲ್್ಡಿ ಮಣಿಯನ್ನು ಸವಾ ರ್್ಛ ಗೊಳಿಸುವುದು:ಮಣಿ ಮತ್್ತ
ಮೂಲ ಲೋಹದ ಮೇಲ್್ಮ ಪೈಯಲ್ಲಿ ಸಪೂ ಟಗಚ್ಳು ಇದ್ದ ರೆ,
ಚಿಪಿಪೂ ಿಂಗ್ ಸುತಿ್ತ ಗೆಯನ್ನು ಬಳಸಿ ತೆಗೆದುಹಾರ್ಬೇಕು.
ಸುರಕ್ಷತೆಗ್ಗಿ ರಕ್ಷಣಾತ್್ಮ ರ್ ರ್ನ್ನು ಡರ್ಗಳನ್ನು ಸಹ ಬಳಸಿ.
ಮಣಿಯ ಮೇಲ್ನ್ ಯಾವುದೇ ಲೋಹವಲಲಿ ದ ನಿಕೆಷಿ ೋಪಗಳನ್ನು
ತೆಗೆದುಹಾರ್ಲು ಕಾಬಚ್ನ್ ಸಿಟು ೋಲ್ ವೈರ್ ಬ್ರ ಷ್ನು ಿಂದ
ಮಣಿಯನ್ನು ಸವಾ ರ್್ಛ ಗೊಳಿಸಬೇಕು. ಫ್ೋಹಾಯಾ ಚ್ಿಂಡ್ ಮತ್್ತ
ಬಾಯಾ ಕಾ್ಹ್ ಯಾ ಿಂಡ್ ತಂತ್್ರ ಗಳ ಮೂಲರ್ ಪಯಾಚ್ಯವಾಗಿ
ಮಾಡಿದ ಇತ್ರ ರನ್್ಗ ಳಿಗೆ ಮೇಲ್ನ್ ವಿಧಾನ್ವನ್ನು
ಪುನ್ರಾವತಿಚ್ಸಿ (ಪುಶ್ ಮತ್್ತ ಪುಲ್ ವೆಲ್್ಡಿ ಿಂಗ್).
ಸಿದಧಿ ಪಡಿಸಿದ ವೆಲ್್ಡಿ ಕೆಲಸವನ್ನು ಪರಿಶೋಲ್ಸುವುದು:ಅಿಂಡರ್
ರ್ಟ್, ಅಸಮ ಮಣಿ ಅಗಲ, ಎತ್್ತ ರ, ಏರಿಳಿತ್ ರರ್ನೆ ಮತ್್ತ
ಮಣಿಗಳ ಅಲ್ಅಲ್ಯಾದ ರೇಖೆಯಂತ್ಹ ಯಾವುದೇ
ವೆಲ್್ಡಿ ದೊೋಷಗಳು ಇವೆಯೇ ಎಿಂದು ಪರಿಶೋಲ್ಸಲು ದೃಶಯಾ
ತ್ಪ್ಸಣೆ ವಿಧಾನ್ವನ್ನು ಬಳಸಿ.
188 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿದೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.5.66