
Page 213 - Welder - TP - Kannada
P. 213
ಅಿಂತ್ಯಾ ಕೆಕೆ ಫ್ಲಿ ಟ್ ಸಾಪೂ ಯಾ ನ್ರ್ ಬಳಸಿ ಎರಡು ಹಂತ್ದ ಉದ್ದ ಮತ್್ತ ಇತ್ರ ಅಿಂಶಗಳಿಿಂದ್ಗಿರುತ್್ತ ದೆ. ಥೆವೆಲ್ಡಿ ರ್ 19
ನಿಯಂತ್್ರ ರ್ವನ್ನು ಸರಿಪಡಿಸಿ ಮತ್್ತ ಡಯಲ್ ಗೇಜ್್ಗ ಳ ರಿಿಂದ 21 ವೋಲಟು ್ಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಬೇಕು, ಪ್ರ ಸು್ತ ತ್ವನ್ನು
ಸರಿಯಾದ ಕಾಯಚ್ನಿವಚ್ಹಣೆಯನ್ನು ಖ್ಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ . ಬದಲ್ಯಿಸದೆ ಆರ್ಚ್ ಅನ್ನು ಹಡ್ಯಬೇಕು;
ಅಿಂತಿಮವಾಗಿ ಫ್ಲಿ ೋ ರ್ೋಟರ್, ಗ್ಯಾ ಸ್ ಮೆದುಗೊಳವೆ ಟ್ರ ಯಲ್ಲಿ ಯಾ ಿಂಡನು ಲ್ಲಿ ನ್ ದೊೋಷ ವಿಧಾನ್ದಿಿಂದ ಏರ್ರೂಪದ
ವೆಲ್್ಡಿ ಿಂಗ್ ಟಾರ್ಚ್/ಗನೆ್ಗ ಸಂಪರ್ಚ್ಪಡಿಸಿ. ಡಿಪ್ ಟಾ್ರ ನ್್ಸ್ ್ಫ ರ್ ಮಣಿ ಪ್್ರ ಫೈಲ್ನು ಿಂದ ಬಲಕೆಕೆ ವೋಲ್ಟು ೋಜ್ ಅನ್ನು ಆಯ್ಕೆ
ಮೋಡ್್ಗ ಅಗತ್ಯಾ ವಿರುವ 8 ರಿಿಂದ 10 ಎಲ್ಪೂ ಮಾಸನು ಅನಿಲ ಮಾಡಲ್ಗಿದೆ.
ಹರಿವನ್ನು ಪಡ್ಯಲು CO2 ಅನಿಲದ ಹರಹರಿವಿನ್
ಒತ್್ತ ಡವನ್ನು ಹಿಂದಿಸಿ.
ನ್ಳಿಕೆಯ ತ್ದಿಯಲ್ಲಿ ಸರಿಯಾದ ಒತ್್ತ ಡವನ್ನು ಪಡ್ಯಲು
ಎಲ್ಲಿ ಸಂಪರ್ಚ್ಗಳಲ್ಲಿ ಸೋರಿಕೆಯಾಗದಂತೆ ನೋಡಿಕೊಳಿಳಿ .
ಸೋಪ್-ವಾಟರ್ ದ್್ರ ವಣವನ್ನು ಬಳಸಿಕೊಿಂಡು
ಇದನ್ನು ಪರಿಶೋಲ್ಸಬಹುದು. ಸರಿಯಾದ ಅನಿಲ ಹರಿವಿನ್
ದರದೊಿಂದಿಗೆ ಬಳಸಿದ್ಗ ಕಿಷಿ ಪ್ರ ಬಿರುಕು ಮತ್್ತ ಹಸಿ್ಸ್ ಿಂಗ್
ಶಬ್ದ ವನ್ನು ಕೇಳಲ್ಗುತ್್ತ ದೆ. ತ್ಿಂಬಾ ರ್ಡಿಮೆ ಹರಿವಿನ್
ಫಲ್ತಾಿಂಶಗಳು ಸರಂಧ್್ರ ತೆ ಮತ್್ತ ಅತಿ ಹೆಚಿಚಿ ನ್ ಹರಿವಿನ್
ಪ್ರ ಮಾಣವು ಪ್ರ ಕುಷಿ ಬಧಿ ತೆಯನ್ನು ಸೃಷ್ಟು ಸುತ್್ತ ದೆ ಮತ್್ತ
ಪ್ರ ತಿಯಾಗಿ ಬೆಸುಗೆಯನ್ನು ರ್ಲುಷ್ತ್ಗೊಳಿಸುತ್್ತ ದೆ.
ಡಿಪ್ ವಗ್ಚ್ವಣೆಗ್ಗಿ ಆರ್ಚ್ ವೋಲ್ಟು ೋಜ್, ಸಿಟು ರ್ ಔಟ್ ಮತ್್ತ
ವೈರ್ ಫಿೋಡ್ ದರವನ್ನು ಹಿಂದಿಸಲ್ಗುತಿ್ತ ದೆ
ಸರಿಯಾದ ತಂತಿ ಫಿೋಡ್ ದರವನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ಸಿ್ಟ ರ್-ಔಟ್ ಅನುನು ಹೊಿಂದಿಸುವುದು: ಇದು ಮೂಲ
ಮೂಲರ್ ಪ್ರ ಸು್ತ ತ್ ಮಟಟು ವನ್ನು ಹಿಂದಿಸುವುದು:ನೇರ ಲೋಹವನ್ನು ಸಪೂ ಶಚ್ಸುವವರೆಗೆ ಸಂಪರ್ಚ್ದ ತ್ದಿ ಮತ್್ತ
ರೇಖೆಯ ಮಣಿಗಳನ್ನು ಠೇವಣಿ ಮಾಡುವ ಈ ವಿದುಯಾ ದ್ವಾ ರದ ಹರ ತ್ದಿಯ ನ್ಡುವಿನ್ ಅಿಂತ್ರವಾಗಿದೆ
ವಾಯಾ ಯಾಮಕಾಕೆ ಗಿ ಸಣ್ಣ ವಾಯಾ ಸದ ತಂತಿಯನ್ನು ಆಯ್ಕೆ [ಚಿತ್್ರ 6 ರಲ್ಲಿ (ಕೆ) ಉಲ್ಲಿ ೋಖಿಸಿ]. ಡಿಪ್ಟು ್ರಿನ್್ಸ್ ್ಫ ಗೆಚ್ 5 ರಿಿಂದ 10
ಮಾಡಲು ಅಪೇಕ್ಷಣಿೋಯವಾಗಿದೆ ಅಿಂದರೆ 0.8 ರ್ರ್ೋ ರ್ರ್ೋ ಸಿಟು ರ್ ಔಟ್ ಅನ್ನು ಶಫ್ರಸು ಮಾಡಲ್ಗಿದೆ.
ಡಯಾ ವೈರ್ ಮತ್್ತ ಡಿಪ್ ಟಾ್ರ ನ್್ಸ್ ್ಫ ರ್ ವಿಧಾನ್ವನ್ನು ಸಿಟು ರ್ಔಟ್ ತ್ಿಂಬಾ ಚಿರ್ಕೆ ದ್ಗಿದ್ದ ರೆ, ನ್ಳಿಕೆಯ ಕೊನೆಯಲ್ಲಿ
ಆಯ್ಕೆ ಮಾಡುವುದು. ಅಿಂತೆಯೇ, 0.8mm ಡಯಾ ವೈಗೆಚ್ ಅತಿಯಾದ ಸಪೂ ಟಗಚ್ಳು ಠೇವಣಿಯಾಗುತ್್ತ ವೆ, ಇದು
80- 100A ಯ ಪ್ರ ಸು್ತ ತ್ ಶ್್ರ ೋಣಿಯನ್ನು ಹಿಂದಿಸಬೇಕು. ರಕಾಷಿ ರ್ವರ್ದ ಅನಿಲದ ಹರಿವನ್ನು ನಿಬಚ್ಿಂಧಿಸುತ್್ತ ದೆ ಮತ್್ತ
ಹಿಂದಿಸಬೇಕಾದ ಪ್ರ ವಾಹವು Co ನ್ಲ್ಲಿ ನ್ ವೈರ್ ಫಿೋಡ್ ಸರಂಧ್್ರ ತೆಗೆ ಕಾರಣವಾಗಬಹುದು. ಸಿಟು ರ್ ಔಟ್ ತ್ಿಂಬಾ
ದರದೊಿಂದಿಗೆ ನೇರ ಸಂಬಂಧ್ವನ್ನು ಹಿಂದಿದೆ.2ವೆಲ್್ಡಿ ಿಂಗ್ ದೊಡ್ಡಿ ದ್ಗಿದ್ದ ರೆ, ಆರ್ಚ್ ವೋಲ್ಟು ೋಜ್ ಹೆಚಾಚಿ ಗುತ್್ತ ದೆ,
/ GMAW ಪ್ರ ಕಿ್ರ ಯ್. ಆದ್ದ ರಿಿಂದ 80-100A ಪ್ರ ವಾಹಕೆಕೆ ಪ್ರ ಸು್ತ ತ್ ರ್ಡಿಮೆಯಾಗುತ್್ತ ದೆ, ಆರ್ಚ್ ದುಬಚ್ಲಗೊಳುಳಿ ತ್್ತ ದೆ
ಅನ್ಗುಣವಾಗಿ ಸರಿಯಾದ ತಂತಿ ಫಿೋಡ್ ದರವನ್ನು ಯಂತ್್ರ ದ ಮತ್್ತ ಲೋಹದ ಶೇಖ್ರಣೆಯು ಅನಿಯರ್ತ್ವಾಗುತ್್ತ ದೆ.
ಎಲ್ಕೊಟು ್ರಿೋಡ್ ಫಿೋಡ್ ಘಟರ್ದಲ್ಲಿ ಹಿಂದಿಸಲ್ಗಿದೆ.
ಬಳಸಿದ ಅನ್ಗುಣವಾದ ಪ್ರ ವಾಹಕೆಕೆ ಸ್ರ್್ತ ವಾದ ಆರ್ಚ್
ವೋಲ್ಟು ೋಜ್ ಅನ್ನು ಹಿಂದಿಸುವುದು:ಹಿಂದಿಸಬೇಕಾದ
ಆರ್ಚ್ ವೋಲ್ಟು ೋಜ್ ಫಿಲಲಿ ರ್ ತಂತಿಯ ವಾಯಾ ಸ, ಲೋಹದ
ವಗ್ಚ್ವಣೆಯ ಪ್ರ ಕಾರ ಮತ್್ತ ಆಯ್ಕೆ ಮಾಡಲ್ದ
ಪ್ರ ವಾಹವನ್ನು ಅವಲಂಬಿಸಿರುತ್್ತ ದೆ. GMAW ಪ್ರ ಕಿ್ರ ಯ್ಯಲ್ಲಿ
DIP ವಗ್ಚ್ವಣೆ ಮೋಡ್್ಗ ಗಿ ಆರ್ಚ್ ವೋಲ್ಟು ೋಜ್ ಅನ್ನು
ಆಯ್ಕೆ ಮಾಡಲು ಹೆಬೆಬೆ ರಳು ನಿಯಮವನ್ನು ಇಿಂಪಿೋರಿರ್ಲ್
ಸ್ತ್್ರ ವನ್ನು ಬಳಸಿಕೊಿಂಡು ಲ್ಕಾಕೆ ಚಾರ ಮಾಡಲ್ಗುತ್್ತ ದೆ
ಅಿಂದರೆ ಆರ್ಚ್ ವೋಲ್ಟು ೋಜ್ = 14 + 0.05 (I)
± 2 ಅಲ್ಲಿ I ಆಗಿರುವ ವಾಯಾ ಸಕೆಕೆ ಆಯ್ಕೆ ಮಾಡಲ್ಗಿದೆತಂತಿ.
ಇದು ಗೊೋಳಾಕಾರದ ಮತ್್ತ ಸ್ಪೂ ್ರಿೋ ಟಾ್ರ ನ್್ಸ್ ್ಫ ಮೋಚ್ಡ್್ಗ
+2 ವೋಲಟು ್ಗಳ ಮೂಲರ್ ಹೆರ್ಚಿ ಬಹುದು ಮತ್್ತ ಮಣಿ
ಮುಕಾ್ತ ಯದ ಮೇಲ್ ಅವಲಂಬಿತ್ವಾಗಿರುತ್್ತ ದೆಒಿಂದು
ವೋಲ್ಟು ೋಜ್ 23 ರಿಿಂದ 24 ವೋಲಟು ್ಗಳ ಸ್ಟ್ ವೋಲ್ಟು ೋಜ್
ಕಂಟ್್ರ ೋಲ್ ನಾಬ್ ಅನ್ನು Co2ಬೆಸುಗೆ ಯಂತ್್ರ . ಈ ವೆಲ್್ಡ ಿಂಗ್ ವಿಧಾನ (ಮಣಿಗಳನುನು ಠೇವಣಿ
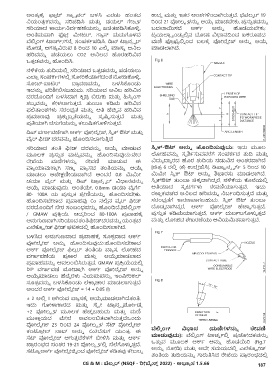
ಸ್ಟ್ ವೋಲ್ಟು ೋಜ್ ಆಗುತ್್ತ ದೆಕೆಳಗೆ ಬಿೋಳಿಸಿ ಮತ್್ತ ಆರ್ಚ್ ಮ್ಡುವುದು): ವೆಲ್್ಡಿ ಿಂಗ್ ಟಾರ್ನು ಚ್ಲ್ಲಿ ಪ್ರ ಚೋದರ್ವನ್ನು
ಪ್್ರ ರಂಭದ ನಂತ್ರ 19-21 ವೋಲಟು ್ಗಳಲ್ಲಿ ನೆಲ್ಗೊಳುಳಿ ತ್್ತ ದೆ. ಒತ್್ತ ವ ಮೂಲರ್ ಆರ್ಚ್ ಅನ್ನು ಹಡ್ಯಿರಿ (Fig.7
ಸ್ಟ್ಟು ಆರ್ಚ್ ವೋಲ್ಟು ೋಜ್ನು ಿಂದ ವೋಲ್ಟು ೋಜ್ ರ್ಡಿತ್ವು ಕೇಬಲನು ಅನ್ನು ನೋಡಿ) ಮತ್್ತ ಅದೇ ಸಮಯದಲ್ಲಿ ಎಲ್ಕೊಟು ್ರಿೋಡ್
ತಂತಿಯ ತ್ದಿಯನ್ನು ಗುರುತಿಸಿದ ರೇಖೆಯ ಪ್್ರ ರಂಭದಲ್ಲಿ
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿದೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.5.66 187