
Page 127 - Welder - TP - Kannada
P. 127
4 ಎಿಂಎಿಂ ಎಲೆಕೊಟಿ ್ರೀರ್ ಮತ್್ತ 160 ಆಿಂಪ್ಸ್ ವೆಲ್ಡ್ ಿಂಗ್
ಕರೆಿಂಟನು ಿಂದಿಗೆ ಎರಡನೇ ಓಟ್ವನ್ನು ಠೇವಣಿ ಮಾಡಿ,
ಕೆಳಗಿನ ಪ್ಲಿ ೀಟ್ಗು ವಿದುಯಾ ದಾ್ವ ರದ ಕೊೀನವು 55 ° - 65 ° ಮತ್್ತ
25 ° - 35 ° ಲಂಬ ಪ್ಲಿ ೀಟ್ಗು ಮತ್್ತ 70 ° ನಿಿಂದ 80 ° ವರೆಗೆ ವೆಲ್ಡ್
ಲೈನೆಗು . (ಚಿತ್್ರ 2 ರಲ್ಲಿ ರುವಂತೆ.) Fig 2
ವೆಲ್ಡ್ ಮಣಿಯನ್ನು ಡೆಸಾಲಿ ಗ್ ಮಾಡಿ ಮತ್್ತ ಸ್ವ ಚ್ಛ ಗೊಳಿಸಿ.
ಮೂರನೇ ಮತ್್ತ ಅಿಂತಿಮ ಓಟ್ವನ್ನು 4 ಎಿಂಎಿಂ
ಡಯಾದಿಂದಿಗೆ ಠೇವಣಿ ಮಾಡಿ. ಎಲೆಕೊಟಿ ್ರೀರ್ ಮತ್್ತ 160
ಆಿಂಪ್ಸ್ ವೆಲ್ಡ್ ಿಂಗ್ ಕರೆಿಂಟ್. ವೆಲಡ್ ನು ರೇಖೆಗೆ ವಿದುಯಾ ದಾ್ವ ರದ
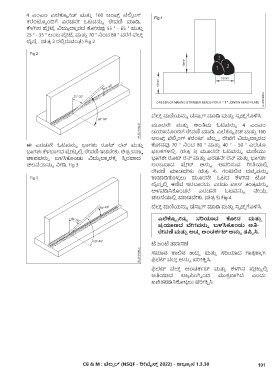
ಈ ಎರಡನೇ ಓಟ್ವನ್ನು ಭ್ಗಶಃ ರೂಟ್ ರನ್ ಮತ್್ತ ಕೊೀನವು 70 ° ನಿಿಂದ 80 ° ಮತ್್ತ 40 ° - 50 ° ಎರಡೂ
ಭ್ಗಶಃ ಕೆಳಭ್ಗದ ಪ್ಲಿ ೀಟ್ನು ಲ್ಲಿ ಠೇವಣಿ ಇಡಬೇಕು. ಚಿತ್್ರ 3ಸಣಣಿ ಫಲಕಗಳಲ್ಲಿ . (ಚಿತ್್ರ 3) ಮೂರನೇ ಓಟ್ವನ್ನು ಮಣಿಯು
ಚ್ಪ್ವನ್ನು ಬಳಸಿಕೊಿಂಡು ವಿದುಯಾ ದಾ್ವ ರಕೆಕಾ ಸಿ್ಥ ರವಾದ ಭ್ಗಶಃ ರೂಟ್ ರನ್ ಮತ್್ತ ಎರಡನೇ ರನ್ ಮತ್್ತ ಭ್ಗಶಃ
ಚಲನೆಯನ್ನು ನಿೀಡಿ. Fig 3 ಲಂಬವಾದ ಪ್ಲಿ ೀಟ್ ಅನ್ನು ಆವರಿಸುವ ರಿೀತಿಯಲ್ಲಿ
ಠೇವಣಿ ಮಾಡಬೇಕು (ಚಿತ್್ರ 4). ಗಂಟ್ಲ್ನ ದಪ್್ಪ್ ವನ್ನು
ಕಾಪಾಡಿಕೊಳಳಿ ಲು ಮೂರನೇ ಓಟ್ದ ಕೆಳಗಿನ ಟೀ
ಲೈನನು ಲ್ಲಿ ಕಣಿವೆ ಇರಬ್ರದು. ಎರಡು ಪಾರ್ ತಂತ್್ರ ವನ್ನು
ಅಳವಡಿಸಿಕೊಿಂಡರೆ ಎರಡನೇ ಓಟ್ವನ್ನು ನೇಯ್ಗು
ಚಲನೆಯಲ್ಲಿ ಮಾಡಬೇಕು. (ಚಿತ್್ರ 5) Fig 4
ವೆಲ್ಡ್ ಮಣಿಯನ್ನು ಡೆಸಾಲಿ ಗ್ ಮಾಡಿ ಮತ್್ತ ಸ್ವ ಚ್ಛ ಗೊಳಿಸಿ.
ಎಲೆಕೊ್ಟ ್ರ ಟೀಡನು ಸರಿಯಾದ ಕೊಟೀನ್ ಮತ್ತು
ಪ್ರ ಯಾಣದ ವೇಗವನುನು ಬಳಸ್ಕೊಿಂಡು ಅತಿ-
ಠೇವಣಿ ಮತ್ತು ಅಡ್ಡ ಅಿಂಡಕ್ಡ್ಟ್ ಅನುನು ತಪಿ್ಪ ಸ್.
ಟಿ ಜಂಟಿ ತ್ಪಾಸಣೆ
ಸಮಾನ ಕಾಲ್ನ ಉದ್ದ ಮತ್್ತ ಸರಿಯಾದ ಗಾತ್್ರ ಕಾಕಾ ಗಿ
ಫಿಲೆಟ್ ವೆಲ್ಡ್ ಅನ್ನು ಪ್ರಿೀಕಿಷಿ ಸಿ.
ಫಿಲೆಟ್ ವೆಲ್ಡ್ ಅಿಂಡಕ್ಯಟ್ ಮತ್್ತ ಕೆಳಗಿನ ಪ್ಲಿ ೀಟ್ನು ಲ್ಲಿ
ಅತಿಯಾದ ಲಾಯಾ ಪಿಿಂಗಿನು ಿಂದ ಮುಕ್ತ ವಾಗಿದೆ ಎಿಂದು
ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳಳಿ ಲು ಪ್ರಿೀಕಿಷಿ ಸಿ.
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಟೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.3.30 101