
Page 122 - Welder - TP - Kannada
P. 122
ಕ್ಲ್ಸದ ಅನುಕ್್ರ ಮ (Job Sequence)
• ಡ್್ರ ಯಿಿಂಗ್ ಪ್್ರ ಕಾರ ಕೆಲಸದ ತ್ಣುಕುಗಳನ್ನು • 0.15 ಕೆಜಿ / ಸ್ಿಂ 2 ಅನಿಲ ಒತ್್ತ ಡವನ್ನು ಹೊಿಂದಿಸಿ.
ತ್ಯಾರಿಸಿ. • ಅಗತ್ಯಾ ಸುರಕ್ಷತ್ ಮುನೆನು ಚಚಿ ರಿಕೆಗಳನ್ನು ಅನ್ಸರಿಸಿ.
• ಲೀಹದ ತ್ಿಂಡುಗಳ ಅಿಂಚುಗಳು ಮತ್್ತ ಮೇಲೆ್ಮ ಮೈಗಳನ್ನು • ಹಾಳೆಗಳನ್ನು ವೆಲ್ಡ್ ಮಾಡಿ ಮತ್್ತ ಏಕರೂಪ್ದ ಬೇರಿನ
ಸ್ವ ಚ್ಛ ಗೊಳಿಸಿ. ಅಿಂತ್ರ ಮತ್್ತ ಜ್ೀಡಣೆಗಾಗಿ ಪ್ರಿರ್ೀಲ್ಸಿ.
• 1.5 ಮಿಮಿೀ ಬೇರಿನ ಅಿಂತ್ರದಿಂದಿಗೆ ಜಾಬ್ ಪಿೀರ್ ಗಳನ್ನು • ಸಮತ್ಲ ಸಾ್ಥ ನದಲ್ಲಿ ಒಿಂದೇ ರನೊನು ಿಂದಿಗೆ ಜಂಟಿ ವೆಲ್ಡ್ .
ಚದರ ಬಟ್ ಜಾಯಿಿಂಟ್ ನಂತೆ ಹೊಿಂದಿಸಿ.
• ನಳಿಕೆ ಸಂಖೆಯಾ 5 ಮತ್್ತ C.C.MS ಅನ್ನು ಆಯ್ಕಾ ಮಾಡಿ. • ಬೆಸುಗೆ ಹಾಕಿದ ಪ್್ರ ದೇಶ್ವನ್ನು ಸ್ವ ಚ್ಛ ಗೊಳಿಸಿ.
ಫಿಲಲಿ ರ್ ರಾರ್ ಡಯಾ. 1.6ಮಿಮಿೀ
ಕೌಶ್ಲ್ಯಾ ಅನುಕ್್ರ ಮ (Skill Sequence)
MS ನ್ಲಿಲಿ ಸ್ಕಾ ್ವ ಟೀರ್ ಬಟ್ ಜಾಯಿಿಂಟ್ ಅನುನು ಸಮತಲ್ ಸ್್ಥ ನ್ದಲಿಲಿ ಮ್ಡಿ
ಉದ್್ದ ಟೀಶ್ಗಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• MS ನ್ಲಿಲಿ ಸ್ಕಾ ್ವ ಟೀರ್ ಬಟ್ ಜಾಯಿಿಂಟ್ ಅನುನು ಸಮತಲ್ ಸ್್ಥ ನ್ದಲಿಲಿ ಮ್ಡಿ.
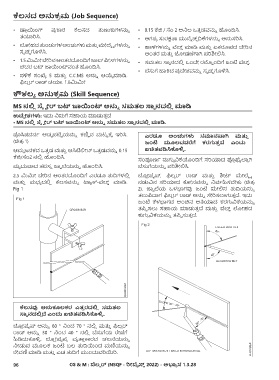
ಪೊಸಿಷನನ್ಯ ಅಡಡ್ ಪ್ಟಿಟಿ ಯನ್ನು ಕಣಿಣಿ ನ ಮಟ್ಟಿ ಕೆಕಾ ಇರಿಸಿ. ಎರಡೂ ಅಿಂಚುಗಳು ಸಮ್ನ್ವಾಗಿ ಮತ್ತು
(ಚಿತ್್ರ 1) ಜಂಟಿ ಮೂಲ್ದವರೆಗೆ ಕ್ರಗುತತು ವೆ ಎಿಂದು
ಆಮಲಿ ಜ್ನಕದ ಒತ್್ತ ಡ ಮತ್್ತ ಅಸಿಟಿಲ್ೀನ್ ಒತ್್ತ ಡವನ್ನು 0.15 ಖಚ್ತಪಡಿಸ್ಕೊಳಿಳಿ .
ಕೆಜಿ/ಸ್ಿಂ2 ನಲ್ಲಿ ಹೊಿಂದಿಸಿ. ಸಂಪೂಣ್ಯ ನ್ಗುಗು ವಿಕೆಯೊಿಂದಿಗೆ ಸರಿಯಾದ ಪೊ್ರ ಫೈಲಾಗು ಗಿ
ಮೃದುವಾದ ತ್ಟ್ಸ್ಥ ಜಾ್ವ ಲೆಯನ್ನು ಹೊಿಂದಿಸಿ. ಬೆಸುಗೆಯನ್ನು ಪ್ರಿರ್ೀಲ್ಸಿ.
2.5 ಮಿಮಿೀ ಬೇರಿನ ಅಿಂತ್ರದಿಂದಿಗೆ ಎರಡೂ ತ್ದಿಗಳಲ್ಲಿ ಬ್ಲಿ ೀಪೈಪ್, ಫಿಲಲಿ ರ್ ರಾರ್ ಮತ್್ತ ರ್ೀಟ್ ಮೇಲೆ್ಮ ಮೈ
ಮತ್್ತ ಮಧ್ಯಾ ದಲ್ಲಿ ಕೆಲಸವನ್ನು ಟ್ಯಾ ರ್-ವೆಲ್ಡ್ ಮಾಡಿ. ನಡುವಿನ ಸರಿಯಾದ ಕೊೀನವನ್ನು ನಿವ್ಯಹಿಸಬೇಕು (ಚಿತ್್ರ
Fig 1 2). ಜಾ್ವ ಲೆಯ ಒಳಭ್ಗವು ಜಂಟಿ ಮೇಲ್ನ ತ್ದಿಯನ್ನು
ತ್ಲುಪಿದಾಗ ಫಿಲಲಿ ರ್ ರಾರ್ ಅನ್ನು ಸೇರಿಸಲಾಗುತ್್ತ ದೆ. ಇದು
ಜಂಟಿ ಕೆಳಭ್ಗದ ಅಿಂಚಿನ ಅತಿಯಾದ ಕರಗುವಿಕೆಯನ್ನು
ತ್ಪಿ್ಪ್ ಸಲು ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ ಮತ್್ತ ವೆಲ್ಡ್ ಲೀಹದ
ಕುಗುಗು ವಿಕೆಯನ್ನು ತ್ಪಿ್ಪ್ ಸುತ್್ತ ದೆ.
ಕ್ಲ್ಸವು ಅನುಕೂಲ್ಕ್ರ ಎತತು ರದಲಿಲಿ ಸಮತಲ್
ಸ್್ಥ ನ್ದಲಿಲಿ ದ್ ಎಿಂದು ಖಚ್ತಪಡಿಸ್ಕೊಳಿಳಿ .
ಬ್ಲಿ ೀಪೈಪ್ ಅನ್ನು 60 ° ನಿಿಂದ 70 ° ನಲ್ಲಿ ಮತ್್ತ ಫಿಲಲಿ ರ್
ರಾರ್ ಅನ್ನು 30 ° ನಿಿಂದ 40 ° ನಲ್ಲಿ ಬೆಸುಗೆಯ ರೇಖೆಗೆ
ಹಿಡಿದುಕೊಳಿಳಿ . ಬ್ಲಿ ೀಪೈಪ್ಗು ವೃತ್್ತ ಕಾರದ ಚಲನೆಯನ್ನು
ನಿೀಡುವ ಮೂಲಕ ಜಂಟಿ ಬಲ ತ್ದಿಯಿಿಂದ ಮಣಿಯನ್ನು
ಠೇವಣಿ ಮಾಡಿ ಮತ್್ತ ಎಡ ತ್ದಿಗೆ ಮುಿಂದುವರಿಯಿರಿ.
96 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಟೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.3.28