
Page 368 - Fitter- 1st Year TP - Kannada
P. 368
ಕೆಲಸದ ಅನುಕ್ರೂ ಮ (Job Sequence)
• ಅದರ ಗಾತ್್ರ ಕ್ಕಾ ಗಿ ಕಚ್ಚಾ ವಸ್ತು ವನ್ನು ಪರಿಶೀಲ್ಸಿ. • ಕೊನೆಯ face ದಿಿಂದ 30 mm 2.5 mm ಆಳ x 5 mm
• 3 ದವಡೆಯ ಚಕನು ಲ್ಲಿ Job ನ್ನು ಚಕನು ಹೊರಗೆ ಸ್ಮಾರು ಅಗಲದ ಚದರ ಗ್್ರ ವ್ ರೂಪಿಸಿ.
50 mm ಹಿಡಿದಿಟ್ಟು ಕೊಳ್ಳಿ , • ಕೊನೆಯ face ದಿಿಂದ 18 mm 2.5 mm ಆಳ x 5 mm
• Tool ನ್ನು ಸರಿಯಾದ ಮಧ್ಯಾ ದ ಎತ್ತು ರಕ್ಕಾ set ಮಾಡಿ. ಅಗಲದ ತ್್ರ ಜ್ಯಾ ದ ಗ್್ರ ವ್ ರೂಪಿಸಿ.
• ಸರಿಯಾದ ಸಿ್ಪಿ ಿಂಡಲ್ R.P.M ಅನ್ನು ಆಯ್ಕಾ ಮಾಡಿ ಮತ್ತು • ಕೊನೆಯ face ದಿಿಂದ 6mm ನಲ್ಲಿ 5mm ಅಗಲದ ‘V’
set ಮಾಡಿ. ಗ್್ರ ವ್ ಅನ್ನು ರೂಪಿಸಲು ‘V’ ಗ್್ರ ವ್ ಟೂಲ್ ಅನ್ನು
plunge ಮಾಡುವುದು.
• ಮೊದಲು ಒಿಂದು ಬದಿಗೆ face ಮಾಡಿ ಮತ್ತು ಹೊರಗಿನ
ವಾಯಾ ಸವನ್ನು Æ 42mm ಗೆ ಗರಿಷ್್ಠ ಸಂಭವನಿೀಯ ಉದ್ದ ಕ್ಕಾ • Job ನ್ನು ಹಿಮ್ಮು ಖಗೊಳ್ಸಿ ಮತ್ತು ಹಿಡಿದುಕೊಳ್ಳಿ .
ಟರ್ನ್ ಮಾಡಿ. • ಇನ್ನು ಿಂದು ತ್ದಿಯನ್ನು ಒಟ್ಟು 75mm ಉದ್ದ ಕ್ಕಾ face
• Æ 30 mm x 35 mm ಉದ್ದ ವನ್ನು ಟರ್ನ್ ಮಾಡಿ. ಮಾಡಿ.
• ಅಿಂಡರ್ ಕಟ್ ಟೂಲ್, ರೇಡಿಯಸ್ ಟೂಲ್, ‘V’ ಗ್್ರ ವ್ • Æ 42 mm x 40 mm ಉದ್ದ ವನ್ನು ಟರ್ನ್ ಮಾಡಿ.
ಟೂಲ್ ಅನ್ನು ಸರಿಯಾದ ಮಧ್ಯಾ ದ ಎತ್ತು ರಕ್ಕಾ set ಮಾಡಿ. • ಕೊನೆಯಲ್ಲಿ ಚ್ಿಂಪಸ್ನ್ 2 x 45° ಮಾಡಿ
ಮತ್ತು ಅದನ್ನು ಗಟ್ಟು ಯಾಗಿ ಹಿಡಿದಿರಿಸಿ.
ಕೌಶಲಯಾ ಅನುಕ್ರೂ ಮ (Skill Sequence)
60° ‘V’ ಟೂಲ್ ಅನುನು ಗ್ರೂ ರೈಿಂಡ್ ಮ್ಡಿ (Grind 60° ‘V’ tool)
ಉದ್್ದ ದೇಶ: ಇದರಿಿಂದ ನಿಮಗೆ ಸಹಾಯವಾಗುವುದು
• 60° ‘V’ Tool ನುನು grind ಮ್ಡಿ.
1 60° ಕೊಟ್ಟು ರುವ ಕೊೀನಕ್ಕಾ Tool ನ್ನು grind ಮಾಡಿ
• Tool ನ್ನು ಆರೀಹಿಸಿ ಮತ್ತು ಮಧ್ಯಾ ದ ಎತ್ತು ರವನ್ನು
ಸರಿಯಾಗಿ set ಮಾಡಿ.
• ವೇಗವನ್ನು set ಮಾಡಿ, ಕ್ಯಾ ರೇಜ್ ಅನ್ನು ಲಾಕ್
ಮಾಡಿ.
• ಕ್್ರ ಸ್ ಸ್ಲಿ ಲೈಡ್ ಅನ್ನು ಸರಿಸಿ ಮತ್ತು ಅಗತ್ಯಾ ವಿರುವ
ಗಾತ್್ರ ಕ್ಕಾ Tool ನ್ನು Plunge ಮಾಡುವುದು
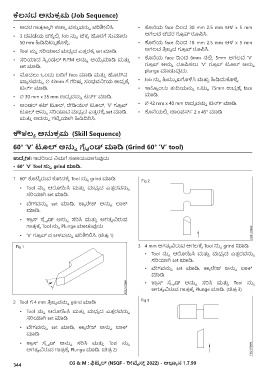
• ‘V’ ಗ್್ರ ವ್ ನ ಆಳವನ್ನು ಪರಿಶೀಲ್ಸಿ. (ಚಿತ್್ರ 1)
3 4 mm ಅಗತ್ಯಾ ವಿರುವ ಅಗಲಕ್ಕಾ Tool ನ್ನು grind ಮಾಡಿ
• Tool ನ್ನು ಆರೀಹಿಸಿ ಮತ್ತು ಮಧ್ಯಾ ದ ಎತ್ತು ರವನ್ನು
ಸರಿಯಾಗಿ set ಮಾಡಿ.
• ವೇಗವನ್ನು set ಮಾಡಿ, ಕ್ಯಾ ರೇಜ್ ಅನ್ನು ಲಾಕ್
ಮಾಡಿ.
• ಕ್್ರ ಸ್ ಸ್ಲಿ ಲೈಡ್ ಅನ್ನು ಸರಿಸಿ ಮತ್ತು Tool ನ್ನು
ಅಗತ್ಯಾ ವಿರುವ ಗಾತ್್ರ ಕ್ಕಾ Plunge ಮಾಡಿ. (ಚಿತ್್ರ 3)
2 Tool ಗೆ 4 mm ತ್್ರ ಜ್ಯಾ ವನ್ನು grind ಮಾಡಿ
• Tool ನ್ನು ಆರೀಹಿಸಿ ಮತ್ತು ಮಧ್ಯಾ ದ ಎತ್ತು ರವನ್ನು
ಸರಿಯಾಗಿ set ಮಾಡಿ
• ವೇಗವನ್ನು set ಮಾಡಿ, ಕ್ಯಾ ರೇಜ್ ಅನ್ನು ಲಾಕ್
ಮಾಡಿ
• ಕ್್ರ ಸ್ ಸ್ಲಿ ಲೈಡ್ ಅನ್ನು ಸರಿಸಿ ಮತ್ತು Tool ನ್ನು
ಅಗತ್ಯಾ ವಿರುವ ಗಾತ್್ರ ಕ್ಕಾ Plunge ಮಾಡಿ. (ಚಿತ್್ರ 2)
344 CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿದೇವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾ ಸ 1.7.99