
Page 365 - Fitter- 1st Year TP - Kannada
P. 365
• ನಯವಾದ(smooth) ಚಕರೂ ದಲ್ಲಿ - ಎಲ್ಲಿ ಕೊೋನಗಳು ಮತ್ತು
clearance ಗಳನ್ನು ಗೆರೂ ಮೈಿಂರ್ ಮಾಡಿ ಮುಗಿಸಿ. Ground ಮೇಲೆ್ಮ ರೈಗಳು ಹಂತ(step)ಗಳಿಲಲಿ ದ್
ಇರಬೇಕು ಮತ್ತು ಏಕ್ರೂಪ್ದ ನ್ಯವಾದ
• ಸರಿಸುಮಾರು 0.5 mm R ನ ನ್ೋಸ್(nose) ತಿರೂ ಜ್ಯಾ ವನ್ನು ಮುಕ್ತು ಯವನುನು ಹೊಿಂದಿರಬೇಕು.
grind ಮಾಡಿ.
ಕೌಶಲಯಾ ಅನುಕ್್ರ ಮ (Skill Sequence)
Steel ಮಷಿರ್ಿಂಗ್ ಗಾಗಿ ಸೈಡ್ ಕ್ರ್ಿಂಗ್ ಟ್ಲ್ ನುನು grind ಮ್ಡುವುದು (Grinding
a side cutting tool for machining steel)
ಉದ್್ದ ದೇಶಗಳು: ಈ ಅಭ್ಯಾ ಸದ ಕೊನೆಯಲ್ಲಿ ನಿಮಗೆ ಸಾಧ್ಯಾ ವಾಗುವುದು
• ಬಲಭ್ಗದ ಕ್ತತು ರಿಸುವ Tool ರ್ಿಂದ Steel ನುನು ಮಷಿರ್ಿಂಗ್ ಗಾಗಿ ಗೆ್ರ ರೈಿಂಡ್ ಮ್ಡುವುದು.
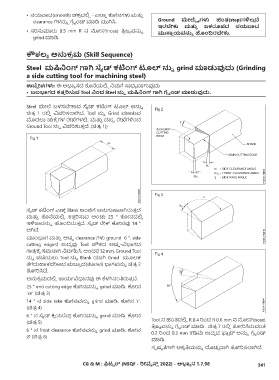
Steel ಮೇಲೆ ಬಳಸಬೇಕಾದ ಸೈರ್ ಕಟಿಿಂಗ್ ಟ್ಲ್ ಅನ್ನು
ಚ್ತರೂ 1 ರಲ್ಲಿ ವಿವರಿಸಲ್ಗಿದೆ. Tool ನ್ನು Grind ಮಾಡುವ
ಮೊದಲ್ ಚ್ಕೆಕು ಗಳ ರೇಖೆಗಳಲ್ಲಿ ಮತ್ತು ದಪ್ಪ ರೇಖೆಗಳ್ಿಂದ
Ground Tool ನ್ನು ವಿವರಿಸುತತು ದೆ. (ಚ್ತರೂ 1))
ಸೈರ್ ಕಟಿಿಂಗ್ ಎರ್ಜ್ Blank ಅಿಂಚ್ಗೆ ಅನ್ಗುಣವಾಗಿರುತತು ದೆ
ಮತ್ತು ಕೊನೆಯಲ್ಲಿ ಕತತು ರಿಸುವ ಅಿಂಚ್ 25 ° ಕೊೋನದಲ್ಲಿ
ಇಳ್ಜಾರನ್ನು ಹೊಿಂದಿರುತತು ದೆ. ಸೈರ್ ರೇಕ್ ಕೊೋನವು 14 °
ಆಗಿದೆ.
ಮುಿಂಭ್ಗ ಮತ್ತು ಅಡ್ಡ clearance ಗಳು ground 6 °. side
cutting edgeನ ಉದ್ದ ವು Tool ಚೌಕದ ಅಡ್ಡ -ವಿಭ್ಗದ
ಗಾತರೂ ಕೆಕು ಸಮನಾಗಿ ನಿವಯಾಹಿಸಿ, ಅಿಂದರೆ 12 mm. Ground Tool
ನ್ನು ಪಡೆಯಲ್ Tool ನ್ನು Blank ರ್ಗಿ Grind ಮೂಲಕ
ತೆಗೆದುಹಾಕಬೇಕಾದ ಮಬಾಬಿ ದ(shaded) ಭ್ಗವನ್ನು ಚ್ತರೂ 2
ತ್ೋರಿಸಿದೆ.
ಅನ್ಕರೂ ಮದಲ್ಲಿ ಕಾಯಯಾವಿಧಾನವು ಈ ಕೆಳಗಿನಂತಿರುತತು ದೆ.
25 ° end cutting edge ಕೊೋನವನ್ನು grind ಮಾಡಿ. ಕೊೋನ
‘xn’ (ಚ್ತರೂ 3)
14 ° ನ side rake ಕೊೋನವನ್ನು grind ಮಾಡಿ. ಕೊೋನ ‘r’.
(ಚ್ತರೂ 4)
6 ° ನ ಸೈರ್ ಕಲಿ ಯರೆನ್್ಸ ಕೊೋನವನ್ನು grind ಮಾಡಿ. ಕೊೋನ
(ಚ್ತರೂ 5) Tool ನ ಹಂತದಲ್ಲಿ R 0.4 ರಿಿಂದ R 0.6 mm ನ ನ್ೋಸ್(nose)
6 ° ನ front clearance ಕೊೋನವನ್ನು grind ಮಾಡಿ. ಕೊೋನ ತಿರೂ ಜ್ಯಾ ವನ್ನು ಗೆರೂ ಮೈಿಂರ್ ಮಾಡಿ . ಚ್ತರೂ 7 ರಲ್ಲಿ ತ್ೋರಿಸಿರುವಂತೆ
0.2 ರಿಿಂದ 0.3 mm ಕಡಿಮ್ ಉದ್ದ ದ ಫಾಲಿ ಟ್ ಅನ್ನು ಗೆರೂ ಮೈಿಂರ್
∅ (ಚ್ತರೂ 6)
ಮಾಡಿ.
ಸ್ಪ ಷ್್ಟ ತೆಗಾಗಿ ಆಕೃತಿಯನ್ನು ದೊಡ್ಡ ದಾಗಿ ತ್ೋರಿಸಲ್ಗಿದೆ.
CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿದೇವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾ ಸ 1.7.98 341